

Extrusion neck ring mold and method for preparing materials with high orientation degree distribution of filling materials
A high-orientation, degree-distribution technology, applied in the field of polymer composite material manufacturing, can solve problems such as complex structural design, single slit flow channel, extrusion pressure leakage or overflow, etc., to achieve a wide range of applications and easy disassembly and assembly , low cost effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
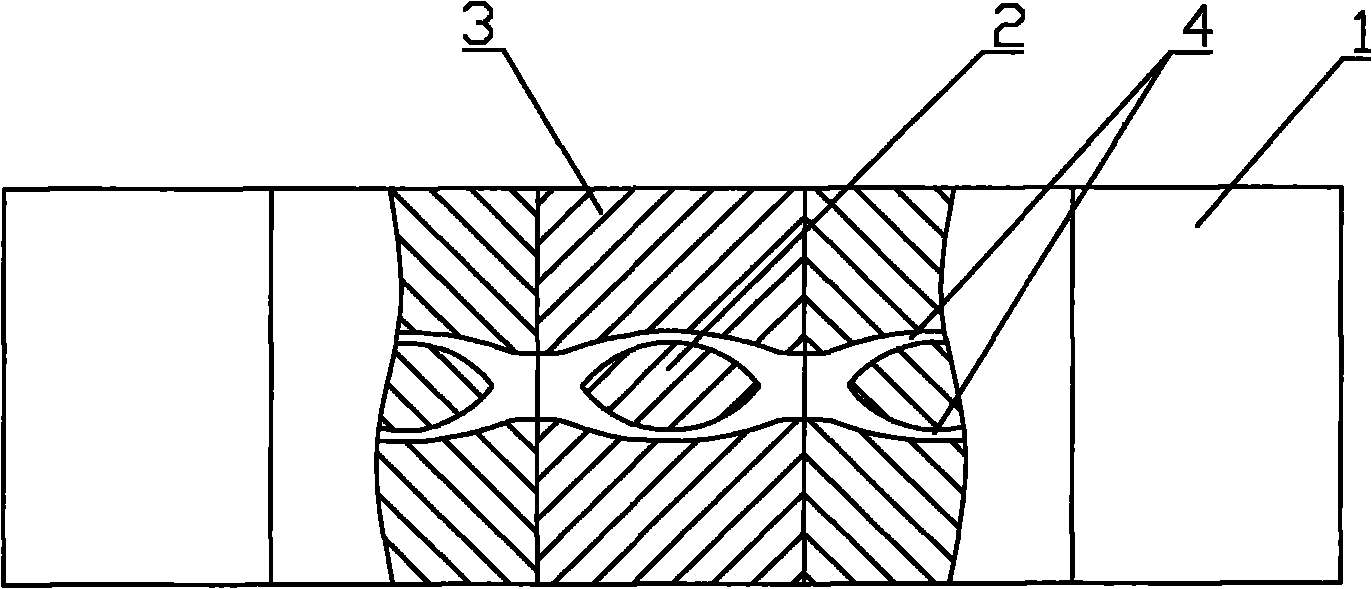
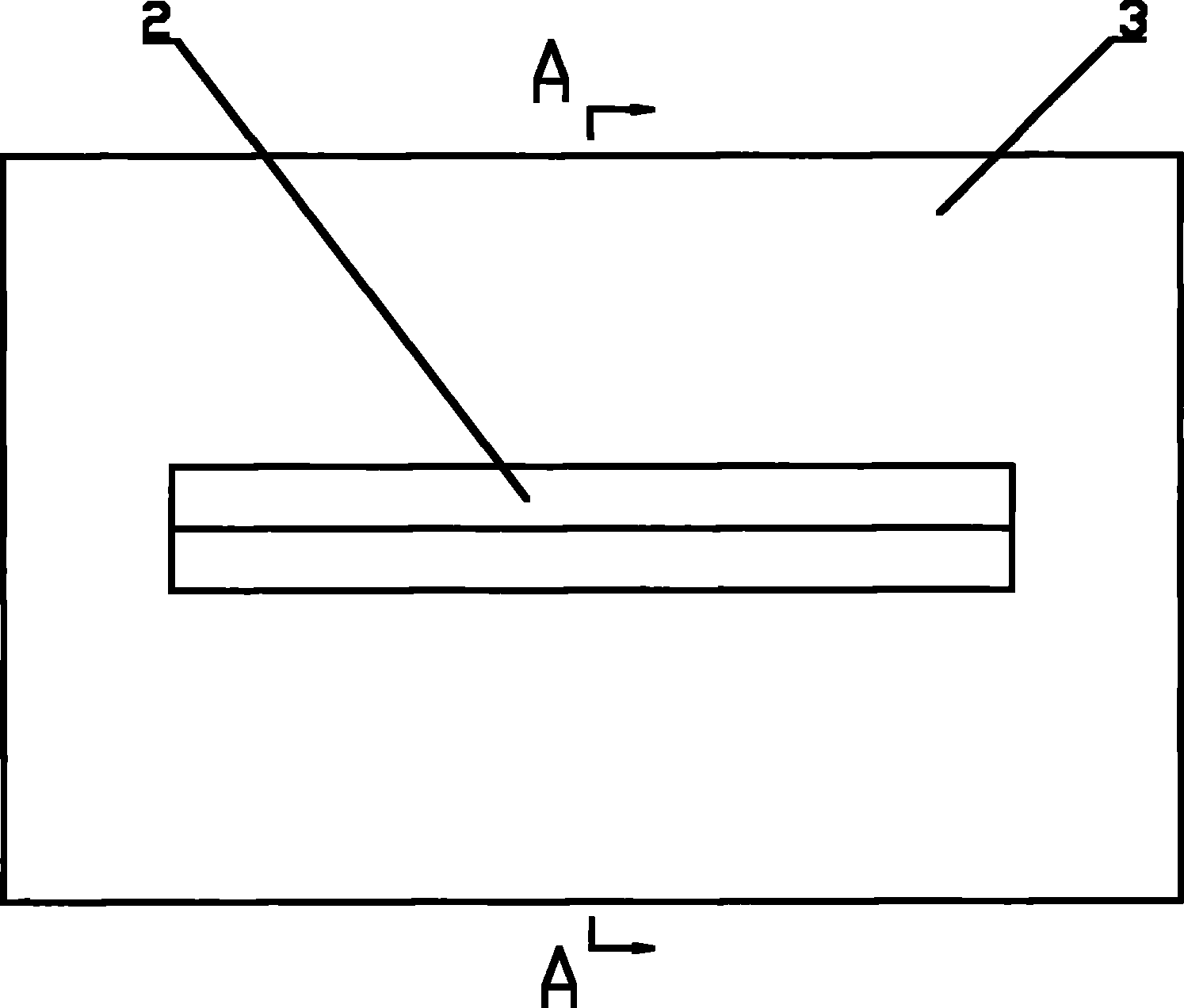
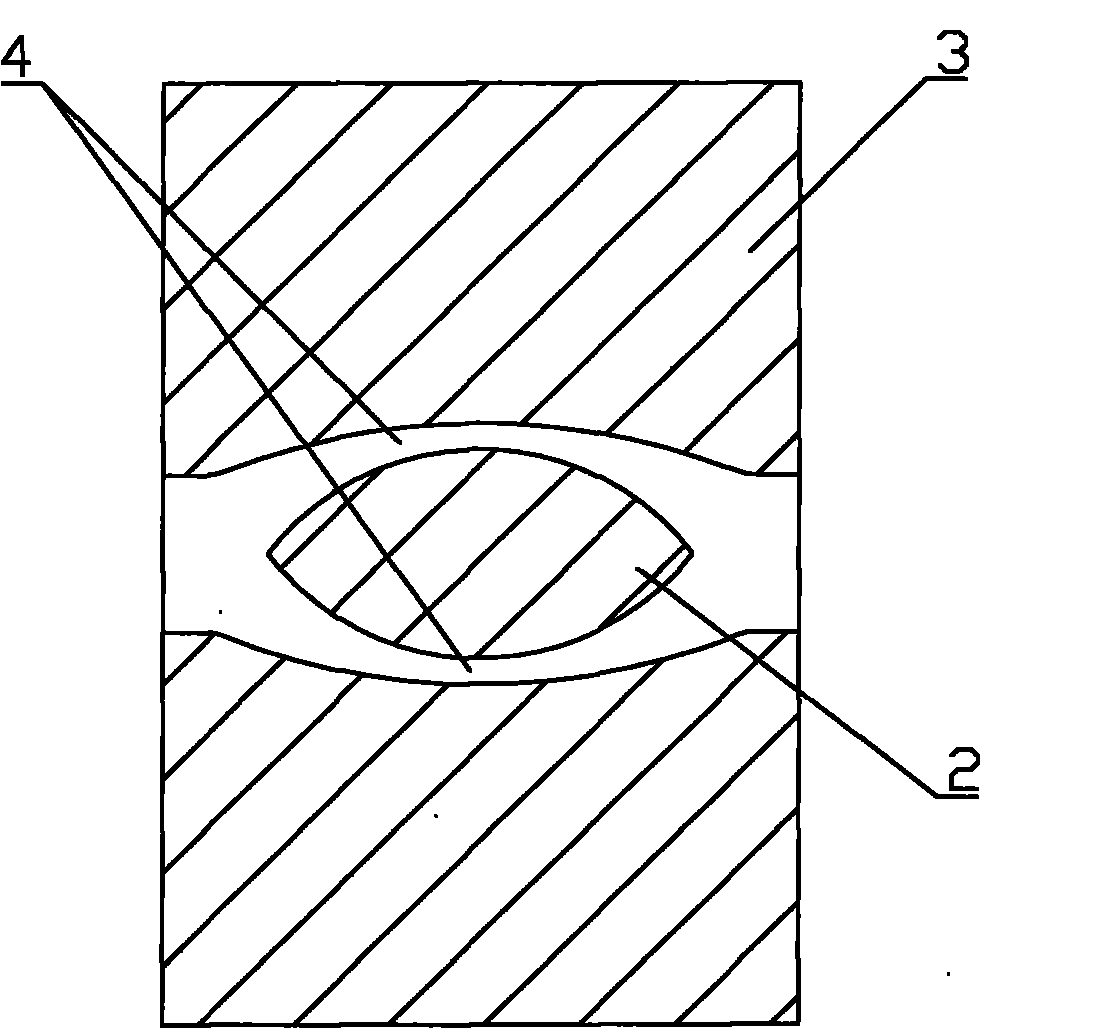
[0027] figure 1 It is a structural schematic diagram of the extrusion die of the present invention; figure 2 is the schematic diagram of the structure of the orienter; image 3 for figure 2 A-A cross-sectional view of the figure, as shown in the figure: the extrusion die of the present embodiment for preparing materials with a high degree of orientation distribution of fillers includes five interconnected orientators 1, and the orienter 1 includes a module 2 and a housing 3, and the module 2 It is arranged in the housing 3 and forms two orientation channels 4 with two ends converging and separating in the middle with the inner wall of the housing 3. During use, the filler is sheared and stretched in the orientation channel under the action of the extruder and moves along the The flow direction is deformed and oriented, and a good orientation effect is achieved under the action of ten orientation channels of five orientators. The number of orientators can also be adjusted a...
Embodiment 2
[0032] Preparation of EPDM rubber raw tape with high degree of orientation distribution of glass fibers comprises the following steps:
[0033] a) Drying: Dry the glass fiber at about 110°C for 24 hours, and dry the unvulcanized EPDM rubber at about 55°C for 24 hours, and control its moisture content to 0.02% by weight;
[0034] b) Mixing: put the dried and cooled glass fiber and EPDM rubber into a mixer at a weight ratio of 5:95, and mix for 30 minutes at a temperature of about 35°C to obtain a mixture;
[0035] c) Granulation: Put the mixture into the extruder, melt and granulate the masterbatch under the conditions of extrusion temperature of about 130°C, die temperature of about 160°C, and screw speed of 20 rpm;
[0036] d) drying: dry the masterbatch at a temperature of about 55°C for 24 hours, and control the moisture content to 0.02% by weight;
[0037] e) Extrusion: Extrude the dried and cooled masterbatch with an extruder to extrude the hot EPDM strip through the abo...
Embodiment 3
[0041] Preparation of a composite material with high orientation distribution talc in a polypropylene matrix, comprising the following steps:
[0042] a) Drying: Dry the talc at about 90°C for 36 hours, dry the polypropylene at about 90°C for 36 hours, and control the moisture content to 0.015% by weight;
[0043] b) Mixing: put the dried and cooled talc and polypropylene into a mixer at a weight ratio of 10:90, and mix for 1 hour at a temperature of about 60°C to obtain a mixture;
[0044] c) Granulation: Put the mixture into the extruder, melt and granulate under the conditions that the extrusion temperature is about 200°C, the die temperature is about 210°C, and the screw speed is 35 rpm to obtain the masterbatch;
[0045] d) drying: dry the masterbatch at about 90°C for 36 hours, and control the moisture content to 0.015% by weight;
[0046] e) Extrusion: Use an extruder to extrude hot strips of the masterbatch after drying and cooling through the above-mentioned extrusio...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More