Sn-Ag-Cu-Zn-Ge lead-free solder for inhibiting solid-state interface reaction and preparation method thereof
An interface reaction, lead-free solder technology, used in manufacturing tools, welding equipment, metal processing equipment, etc., can solve problems affecting interface reliability, substrate dissolution, etc., to achieve inhibition of solid-state reaction, reduction of corrosion, and good wetting. sexual effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
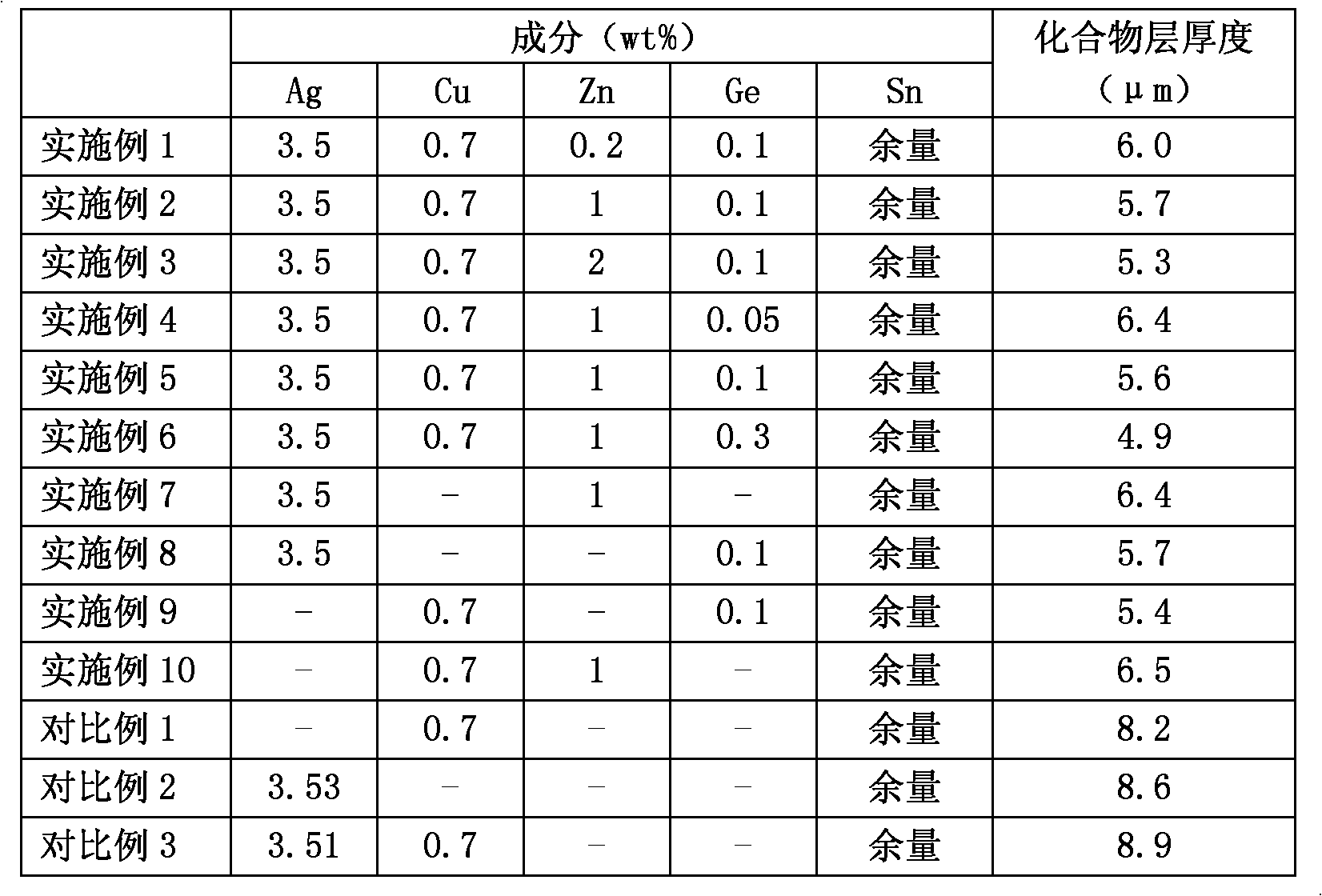
[0023] The components and mass percentages in this embodiment are: Ag 3.5%, Cu 0.7%, Zn 0.2%, Ge 0.1%, Sn balance. First, put the Sn particles into the KCl+LiCl eutectic protective salt melt at 400°C, and raise the temperature to 600°C, add high-purity Ag wire and Cu wire, keep warm for 2-4 hours, and stir well to obtain a uniform Sn- TM solution; then, add a small amount of Zn foil and Ge particles to the alloy solution, keep warm for 2 hours, and stir well. After that, the temperature was lowered to 300°C and poured into stainless steel molds.
[0024] 100 mg of the smelted solder was prepared into a Sn-Ag-Cu-0.2Zn-0.1Ge / Cu brazing joint, and an aging test was carried out. The microstructural evolution of the interface was observed by scanning electron microscopy, and the thickness of the compound layer at the reaction interface was analyzed. The thickness of the compound layer is shown in Table 1.
Embodiment 2
[0026] The components and mass percentages in this embodiment are: Ag 3.5%, Cu 0.7%, Zn 1%, Ge 0.1%, Sn balance. First, put the Sn particles into the KCl+LiCl eutectic protective salt melt at 400°C, and raise the temperature to 600°C, add high-purity Ag wire and Cu wire, keep warm for 2-4 hours, and stir well to obtain a uniform Sn- TM solution; then, add a small amount of Zn foil and Ge particles to the alloy solution, keep warm for 2 hours, and stir well. After that, the temperature was lowered to 300°C and poured into stainless steel molds.
[0027] 100 mg of the smelted brazing filler metal was prepared into a Sn-Ag-Cu-1.0Zn-0.1Ge / Cu brazing joint, and an aging test was carried out. The microstructural evolution of the interface was observed by scanning electron microscopy, and the thickness of the compound layer at the reaction interface was analyzed. The thickness of the compound layer is shown in Table 1.
Embodiment 3
[0029] The components and mass percentages in this embodiment are: Ag 3.5%, Cu 0.7%, Zn 2%, Ge 0.1%, Sn balance. First, put the Sn particles into the KCl+LiCl eutectic protective salt melt at 400°C, and raise the temperature to 600°C, add high-purity Ag wire and Cu wire, keep warm for 2-4 hours, and stir well to obtain a uniform Sn- TM solution; then, add a small amount of Zn foil and Ge particles to the alloy solution, keep warm for 2 hours, and stir well. After that, the temperature was lowered to 300°C and poured into stainless steel molds.
[0030] 100 mg of the smelted brazing filler metal was prepared into a Sn-Ag-Cu-2.0Zn-0.1Ge / Cu brazing joint, and an aging test was carried out. The microstructural evolution of the interface was observed by scanning electron microscopy, and the thickness of the compound layer at the reaction interface was analyzed. The thickness of the compound layer is shown in Table 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More