

Functional type wood plastic composite (WPC) with light core-shell structure
A technology of wood-plastic composite material and core-shell structure, which is applied in the field of light-weight core-shell structure functional wood-plastic composite material and its preparation, to reduce weight, improve hardness and wear resistance, and increase durability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0022] Adopt HDPE / wood fiber weight ratio to be the mixed material of 70 / 30, add this mixed plastic wood material 10% AC (azodicarbonamide) blowing agent and this mixed plastic wood material 5% DCP (dicumyl peroxide ) as the core material.
[0023] Using HDPE as the matrix, and adding 2% stearic acid modified nano-CaCO by weight of HDPE 3 (Wuhu Weixiang Ultramicro Materials Co., Ltd., model BS6-DI) as the surface material.
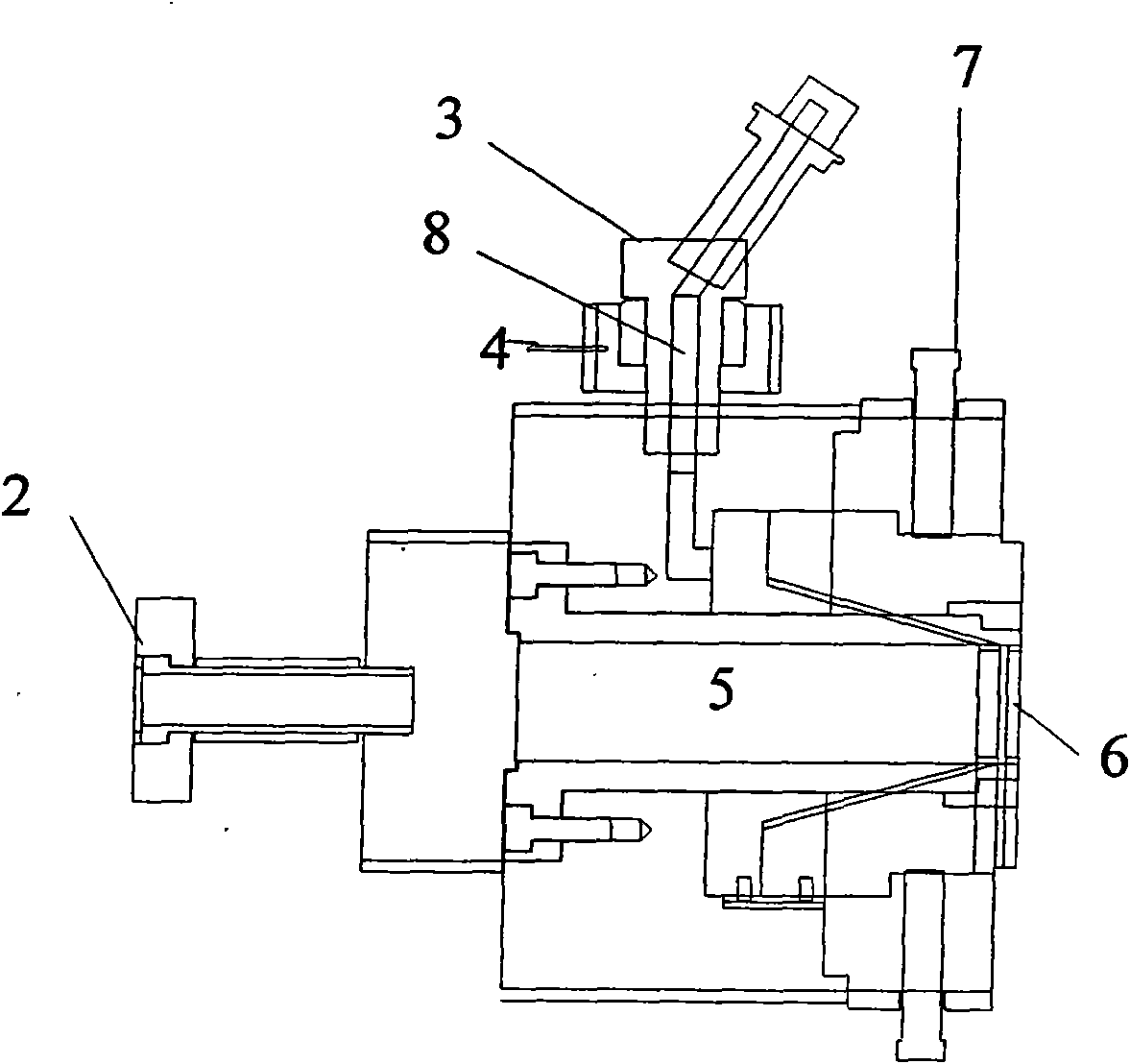
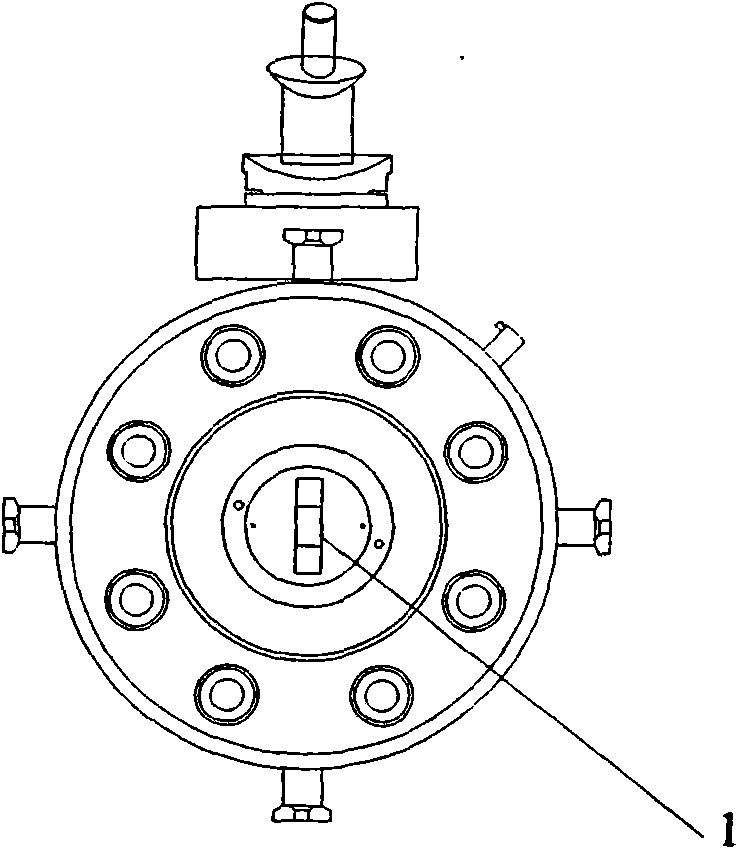
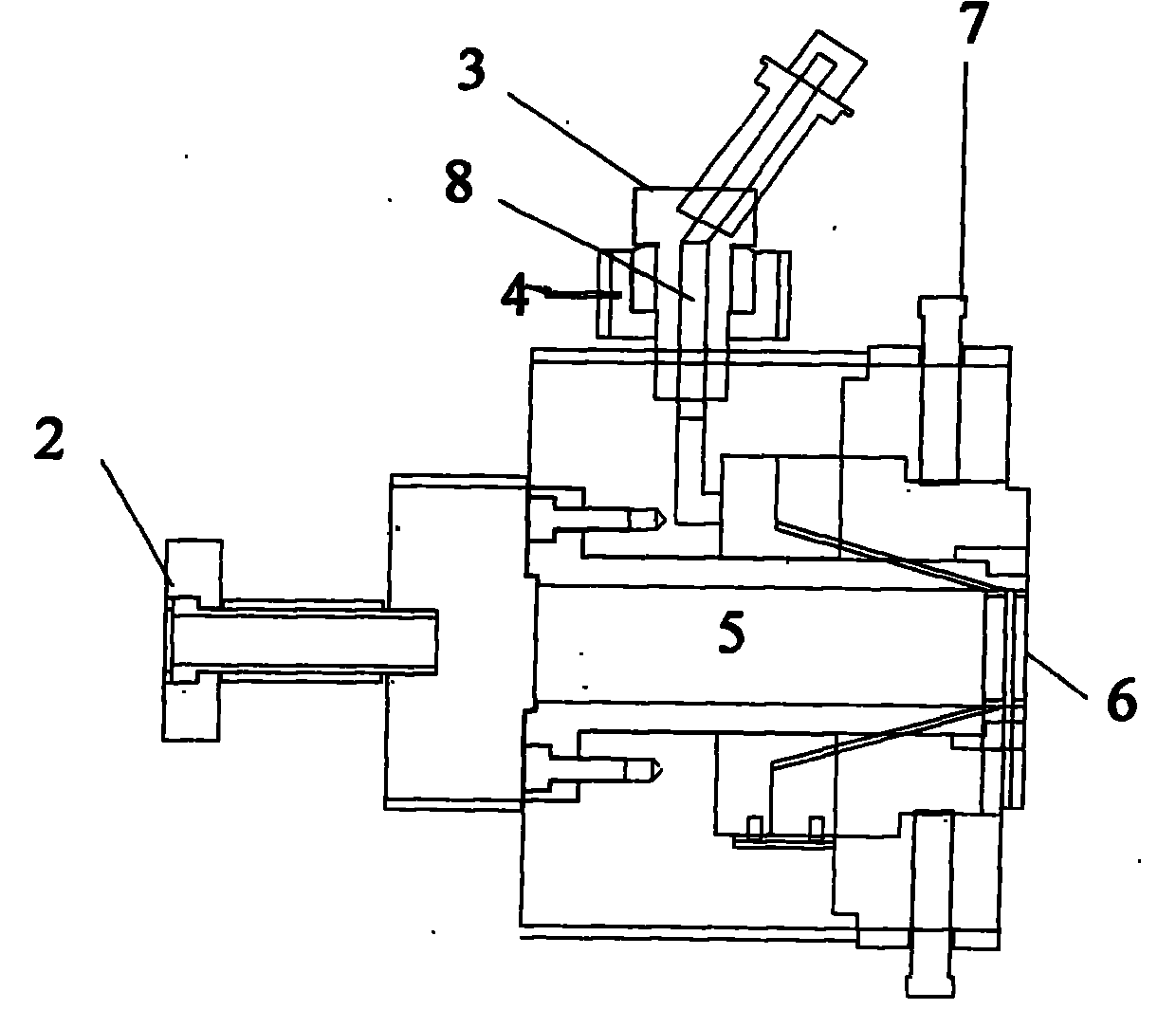
[0024] Specific extrusion process: adjust the mold thickness adjustment bolt, so that the thickness of the shell layer material is 3mm; after mixing the shell layer material in the high mixer, extrude it in the side extrusion screw of the twin-screw extruder (HPL27 type) Obtain molten stream; After mixing the core material in a high-speed mixer, extrude in a twin-screw extruder (type 65) to obtain a molten stream, and the two molten streams meet in the confluence chamber of the mould. Under the action of extrusion molding. The mold is a double runner 14...
Embodiment 2
[0031] A mixed plastic wood material with a weight ratio of HDPE / PP of 1:1 is used, and 10% AC (azodicarbonamide) foaming agent and 5% DCP are added to the mixed plastic wood material as the core layer material;
[0032] Using pure HDPE as the matrix, and adding stearic acid modified nano-CaCO with 2% by weight of HDPE 3 As a case material.
[0033] The preparation steps are the same as in Example 1.
[0034] When the shell material is extruded, the extrusion temperature of the side screw is 120-130°C, the speed is 10-15r / min, and the pressure is 4MPa. When the core layer material is extruded, the extrusion temperature of the main screw is 170-190°C. Speed: 19-21r / min, pressure 6MPa; mold temperature 180-200°C.
[0035] The performance test results of the prepared materials are shown in Table 2:
[0036] Table 2
[0037]
[0038] The test method for corrosion resistance is to immerse plastic wood materials in artificially simulated acid rain (H 2 SO 4 Solution) and ar...
Embodiment 3
[0041] HDPE is used as a matrix, 30% of the weight of HDPE wood fiber is added to obtain a mixed plastic-wood material, and 20% of the mixed plastic-wood material is added with an AC (azodicarbonamide) foaming agent as a core layer material.
[0042]Adopt HDPE as matrix, add 20% wood fiber of HDPE weight and 20% talcum powder of HDPE weight as surface shell material.
[0043] The preparation method is the same as in Example 1.
[0044] The performance test results of the prepared materials are shown in Table 3:
[0045] table 3
[0046]
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More