Resin impregnated wood skin veneer and manufacturing process thereof
A technology of resin impregnation and manufacturing process, which is applied in the direction of manufacturing tools, wood layered products, wood processing utensils, etc., can solve the problems of difficult mass production, complicated process, and non-environmental protection, so as to facilitate mass production and reduce Cost, the effect of increasing the utilization rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
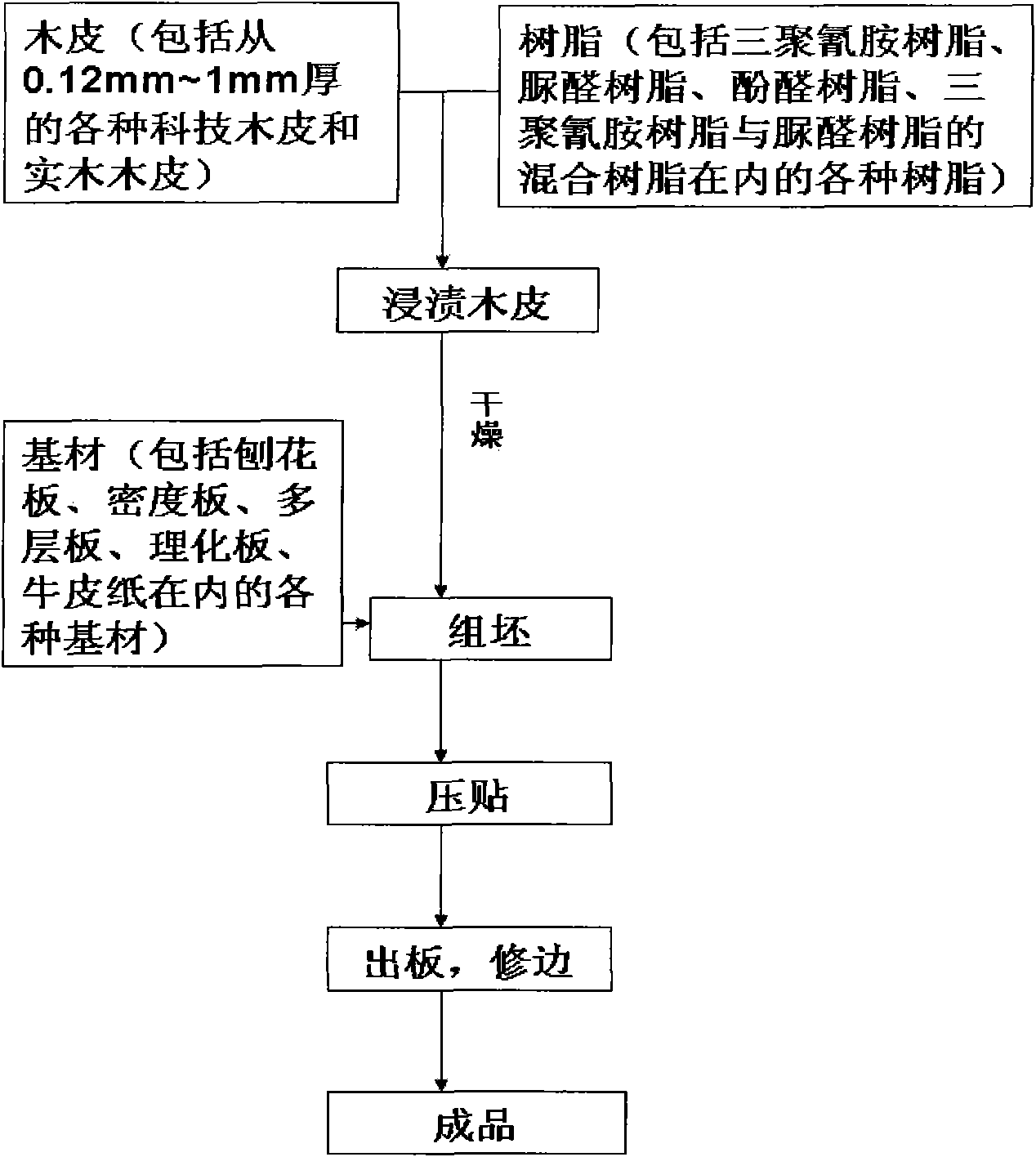
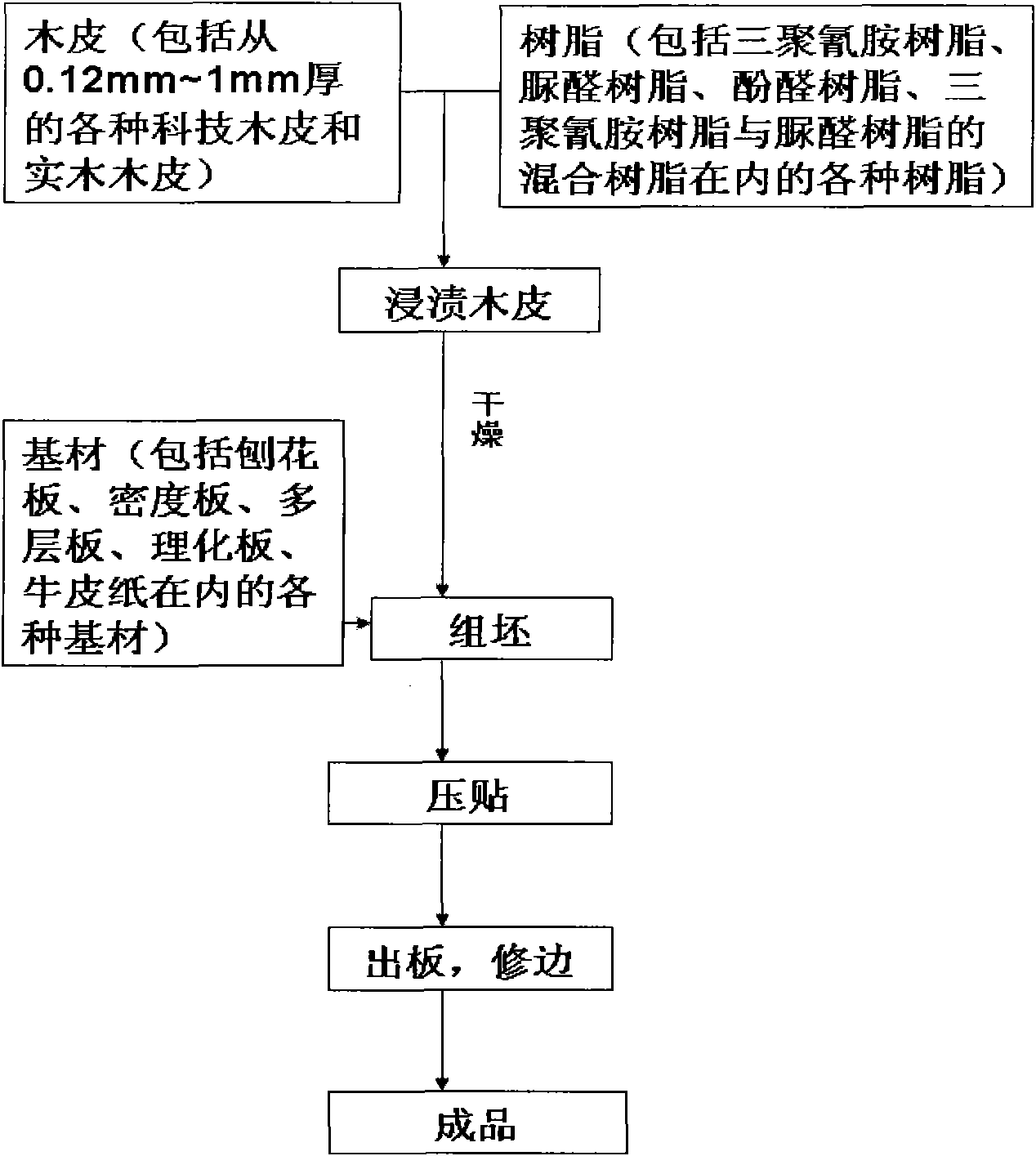
[0035] Select the technical wood veneer with a specification of 1220mm×2440mm×0.12mm, impregnate the technical wood veneer with melamine resin by dipping, the gluing rate of melamine resin on the technical wood veneer is 150%, and dry it to a suitable dryness.
[0036] After that, choose 1220mm×2440mm×18mm particleboard, brush off the dust on it, cover the melamine-impregnated veneer on the dust-brushed particleboard, use heat-conducting oil hydraulic press, and use pockmarked steel formwork. Then, put the particle board and melamine-impregnated veneer into the press, and ensure that the center line of the particle board coincides with the center line of the press.
[0037] Then, close the press and start pressing. Specifically, the pressing time is 10 seconds, the hot pressing temperature is 100° C., and the loaded weight is 300 tons. After the completion, the board is removed, the edge is trimmed, and the impregnated veneer veneer is obtained, and the film can be covered af...
Embodiment 2
[0039] Select a solid wood veneer with a specification of 750mm×3660mm×0.5mm, and spray a mixed resin of melamine resin and urea-formaldehyde resin evenly on the solid wood veneer by dipping. The glue adhesion rate of the mixed resin is 100%, and it is dried to a suitable dryness.
[0040] Afterwards, use 750mm×3660mm×38mm density board, brush off the dust on it, cover the mixed resin impregnated veneer on the dust-free density board, use steam heat conduction hydraulic press, and use mirror steel formwork. Then, put the density board and the mixed resin-impregnated veneer into the press, and ensure that the centerline of the density board coincides with the centerline of the press.
[0041] Then, close the press and start pressing. Specifically, the pressing time is 60 minutes, the hot pressing temperature is 120°C, and the loaded weight is 500 tons. After the completion, the panels are released, trimmed, and the impregnated veneer veneer is obtained, which is covered with a...
Embodiment 3
[0043] Select a solid wood veneer with a specification of 1220mm×2440mm×1mm, and spray urea-formaldehyde resin evenly on the solid wood veneer by dipping. The glue adhesion rate of urea-formaldehyde resin is 200%, and dry it to a suitable dryness.
[0044]Afterwards, choose 1220mm×2440mm×18mm MDF, brush off the dust on it, cover the urea-formaldehyde resin impregnated veneer on the brushed MDF, use steam heat conduction hydraulic press, and choose suede steel formwork. Then, put the density board and the veneer impregnated with urea-formaldehyde resin into the press, and ensure that the centerline of the density board coincides with the centerline of the press.
[0045] Next, close the press and start pressing. Specifically, the pressing time is 60 seconds, the hot pressing temperature is 200°C, and the loaded weight is 2000 tons. After the completion, the panels are released, trimmed, and the impregnated veneer veneer is obtained, which is covered with a film after cooling. ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com