

Method of pre-copper-plated induction welding-brazing of aluminum-steel stud bolt
A technology of pre-plating copper and melting and brazing, which is applied to welding equipment, welding/welding/cutting items, manufacturing tools, etc., can solve problems such as difficult implementation, low recurrence rate of welded parts, poor quality of welds, etc., and achieve Efficiency improvement, realization of welding automation and good weld quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
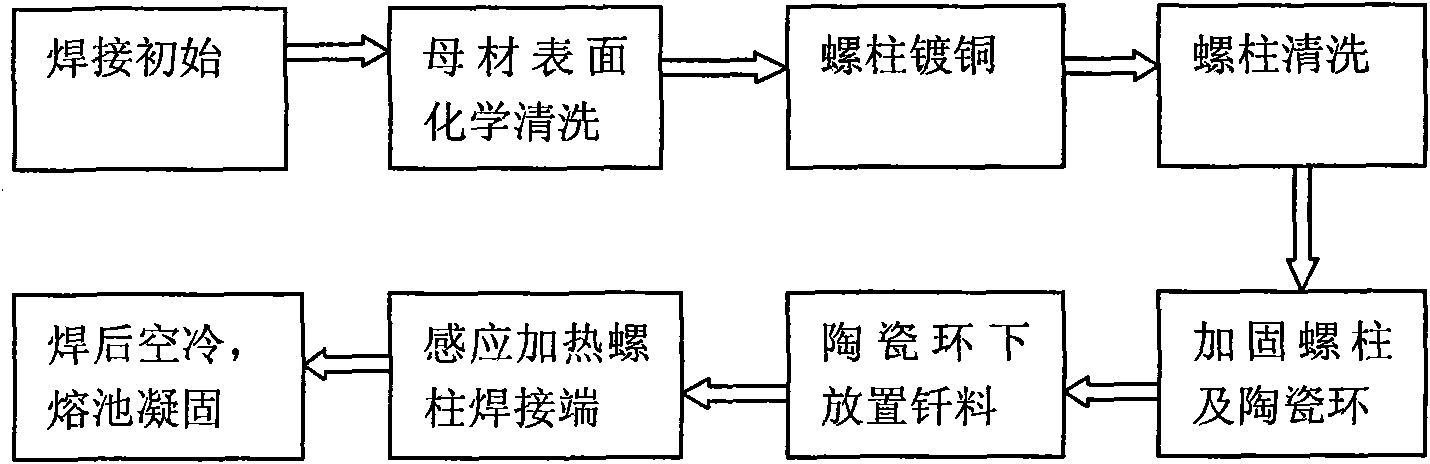
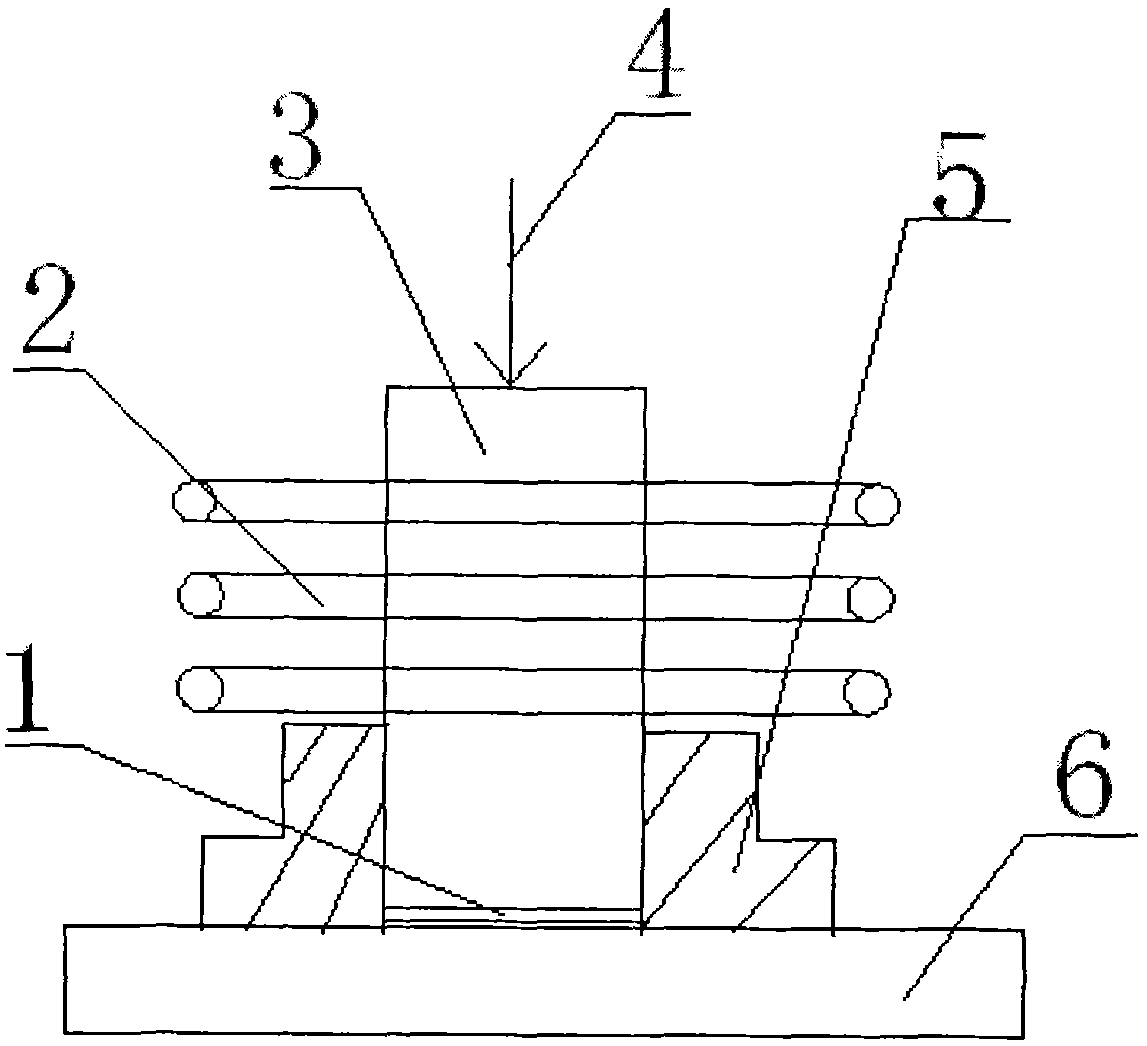
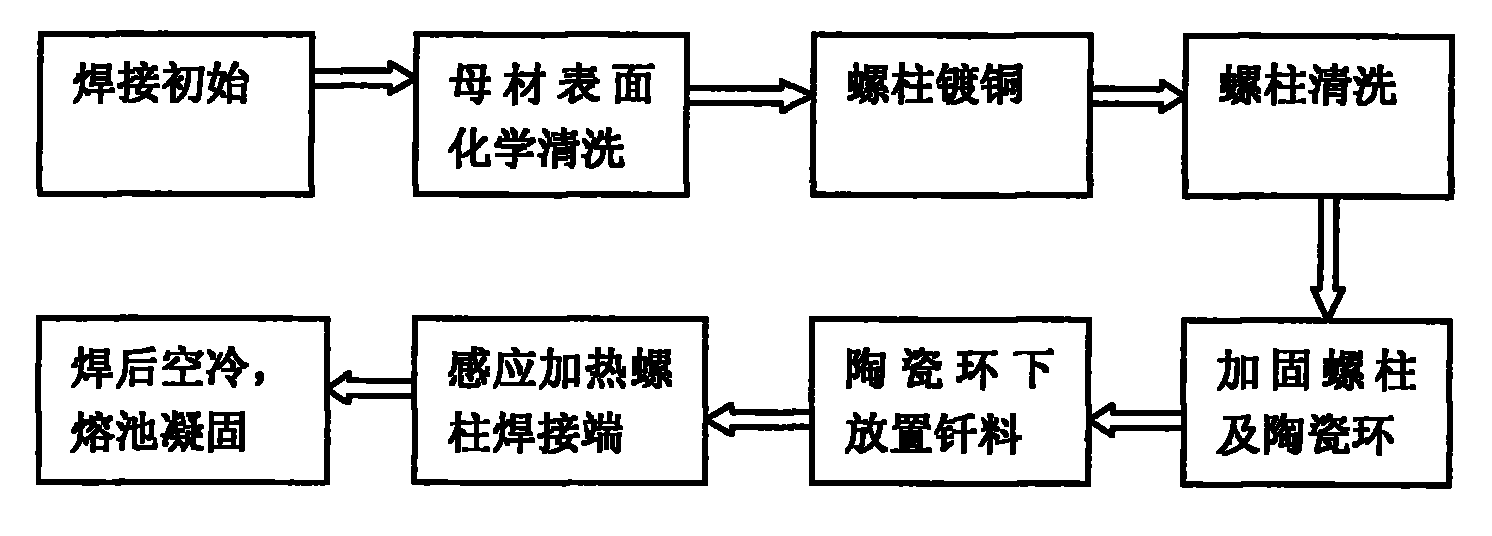
[0029] combine figure 1 and figure 2 , taking a copper-plated steel stud with a diameter of 16mm and a height of 48mm as an example. First, chemically clean the surface of the aluminum base metal and the solder before welding. The specific cleaning process is: Etch the surface of the aluminum base metal with a NaOH solution with a concentration of 8% for 10 minutes, and the solder for 5 minutes. The mixed solution of nitric acid and hydrofluoric acid etched the surface of the aluminum base metal for 5 minutes, and the solder for 3 minutes (the proportion of the mixed solution is: 10 L of nitric acid solution with a concentration of 58%, and 0.3 L of a hydrofluoric acid solution with a concentration of 46%). Finally, clean the surface of the aluminum base metal with alcohol, dry it quickly, and then apply a layer of fluoride flux K on the surface of the base metal 3 AlF 6 -K 3 AlF 4 , fix the copper-plated steel stud on the surface of the aluminum base material with a cla...
Embodiment 2
[0031] combine figure 1 and figure 2 , taking a copper-plated steel stud with a diameter of 27mm and a height of 52mm as an example. First, chemically clean the surface of the aluminum base metal and the solder before welding. The specific cleaning process is: Etch the surface of the aluminum base metal with a concentration of 10% NaOH solution for 10 minutes, solder for 5 minutes, and the solution temperature is 50 ° C. After that, use The mixed solution of nitric acid and hydrofluoric acid etched the surface of the aluminum base metal for 6 minutes, and the solder for 3 minutes (the ratio of the mixed solution is: 10 L of nitric acid solution with a concentration of 61%, and 0.3 L of a hydrofluoric acid solution with a concentration of 50%). Finally, clean the surface of the aluminum base metal with alcohol, dry it quickly, and then apply a layer of fluoride flux K on the surface of the base metal 3 AlF 6 -K 3 AlF 4, fix the copper-plated steel stud on the surface of t...
Embodiment 3
[0033] combine figure 1 and figure 2 , taking a copper-plated steel stud with a diameter of 30mm and a height of 52mm as an example. First, chemically clean the surface of the aluminum base metal and the solder before welding. The specific cleaning process is: Etch the surface of the aluminum base metal with a NaOH solution with a concentration of 11% for 12 minutes, the solder for 6 minutes, and the solution temperature at 60 ° C. The mixed solution of nitric acid and hydrofluoric acid etched the surface of the aluminum base metal for 7 minutes, and the solder for 4 minutes (the ratio of the mixed solution is: 10L of nitric acid solution with a concentration of 64%, and 0.3L of a solution of hydrofluoric acid with a concentration of 55%). After cleaning, blow After drying, a layer of fluoride flux K is applied on the surface of the base metal 3 AlF 6 -K 3 AlF 4 , fix the copper-plated steel stud on the surface of the aluminum base material with a clamp and put a ceramic...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More