

Method for producing steel sectional material of air valve
A production method and technology for steel profiles, which are applied in the field of valve steel profile production, can solve the problems of high hardness and strength of gas valve steel materials, reduce comprehensive yield, uneven crystal structure, etc. High brittleness and obvious effect of work hardening
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] Below in conjunction with accompanying drawing and embodiment describe in detail:
[0026] The material of this embodiment is: 53Cr21Mn9Ni4N (21-4N), and the warm drawing is carried out three times continuously.
[0027] The furnace number is XJ10-7-46, and the weight is 3216kg.
[0028] The rolling specification of this embodiment: the diameter of the rolled section bar is 8mm, and the finished product specification: the diameter of 5.2mm
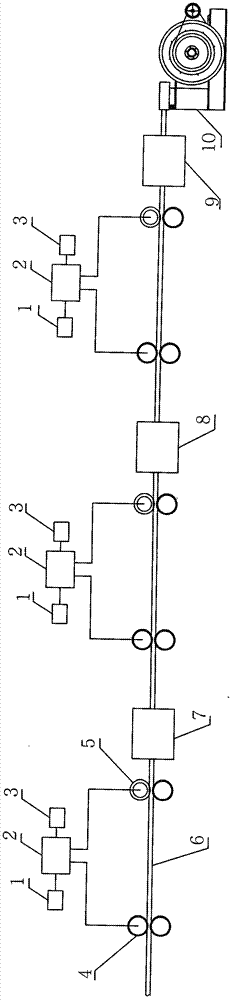
[0029] In this embodiment, the temperature drawing adopts the electric contact heating method, and the electric contact heating is as follows: figure 1 As shown, before the inlet end of the drawing die is drawn in each pass, direct current is applied between the negative roller 4 and the positive roller 5, and the temperature of the first drawing pass in this embodiment is controlled within the range of 620°C±15°C, and the pass The area reduction rate is 19.0%; the temperature of the second drawing pass is controlled within the ra...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More