

Austenitic stainless steel and manufacturing method thereof
A technology for austenitic stainless steel and its manufacturing method, which is applied in the field of low-nickel austenitic stainless steel and its manufacturing, and can solve the problems of unfavorable structure, process method that does not consider the polishing performance of stainless steel, unstable yield of rare earth elements, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0034] The two-step method of electric furnace and AOD is used for smelting. During the smelting process, the reduced Si content in molten steel is controlled to be greater than 0.3%, and the actual analysis on site is 0.45%. The refining time of LF station is 45min. Argon blowing soft stirring time is 12min. Ca treatment and B microalloying are carried out at the end of the LF station, so that the content of Ca element in molten steel is controlled at 30-60ppm, and the content of B element is controlled at 10-30ppm. The molten steel is continuously cast to obtain a slab, and the slab is then subjected to hot rolling, hot annealing and pickling, cold rolling, and cold annealing and pickling to produce strip steel with a 2B surface state. The annealing process after cold rolling is: material temperature 1030±5°C , TV value 60-70mm*m / min. Composition testing shows that the total oxygen content [O] of the strip steel is less than 50ppm, which is 38ppm. Therefore, high-purity m...
Embodiment 2
[0036] The two-step method of electric furnace and AOD is used for smelting. The control requirements of the smelting process are the same as those in Example 1. The actual values of each main control point are as follows: the LF refining time is 40 minutes, and the argon blowing soft stirring time is 15 minutes. The molten steel undergoes continuous casting, hot rolling, cold rolling, annealing, pickling, and leveling to produce low-nickel austenitic stainless steel with a 2B surface state. The cold rolling annealing process is 1050±5°C, and the TV value is 70-80mm*m / min .
[0037] The metallographic method was used to evaluate the grade of inclusions in steel, and the evaluation basis was GB / T10561-2005. The results are shown in Table 1. It can be seen that the C-type inclusions that affect the polishing performance of the material, such as Al 2 o 3 , MgO, etc. are small in number and small in size, which is conducive to improving polishing performance.
[0038] The eva...
Embodiment 3
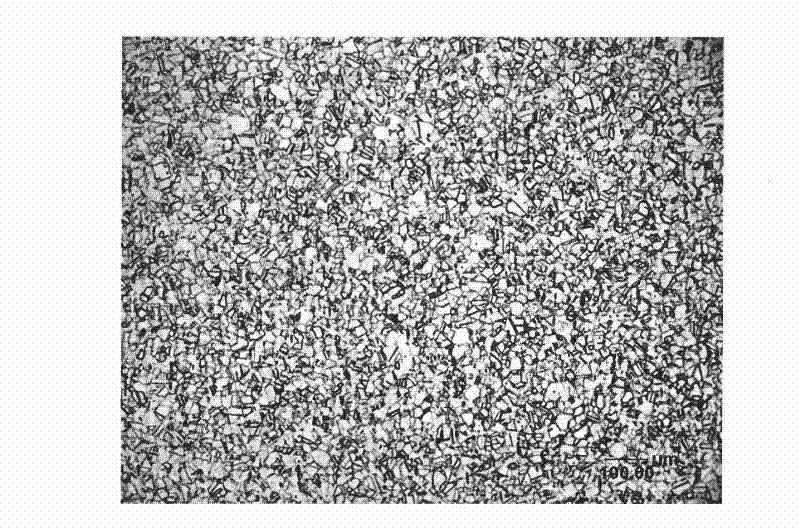
[0041] The two-step method of electric furnace and AOD is used for smelting. The control requirements of the smelting process are the same as those in Example 1, and the description will not be repeated. The actual values of each main control point are: LF refining time 48 minutes, argon blowing soft stirring time 10 minutes. After continuous casting, hot rolling, cold rolling, annealing, pickling, and leveling, low-nickel austenitic stainless steel with 2B surface state is produced. The annealing process after cold rolling is as follows: the material temperature is 1000±5°C, and the TV value is 50-60mm*m / min. The metallographic structure of the finished product is as figure 1 As shown, it can be seen that the steel of the present invention has a single austenite structure at room temperature, and the grain size grade is 8.5. The reason why good polishing performance can be obtained by controlling the grain size at 8-9 grades is to ensure that the material has an appropriat...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More