

Manufacturing method of spray formed high-vanadium high-speed steel composite roller
A technology of composite roll and manufacturing method, which is applied in the field of steel rolling, can solve problems such as uneven structure of the outer layer, element segregation, etc., and achieve the effect of uniform structure, fine grain, and avoiding element segregation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] Main chemical composition (wt%, the balance is Fe):
[0035] material C V Si Cr Mo mn P S outer layer 2.5 10.00 1.60 5.50 1.4 0.50 0.03 0.02
[0036] 1) High speed steel molten steel smelting
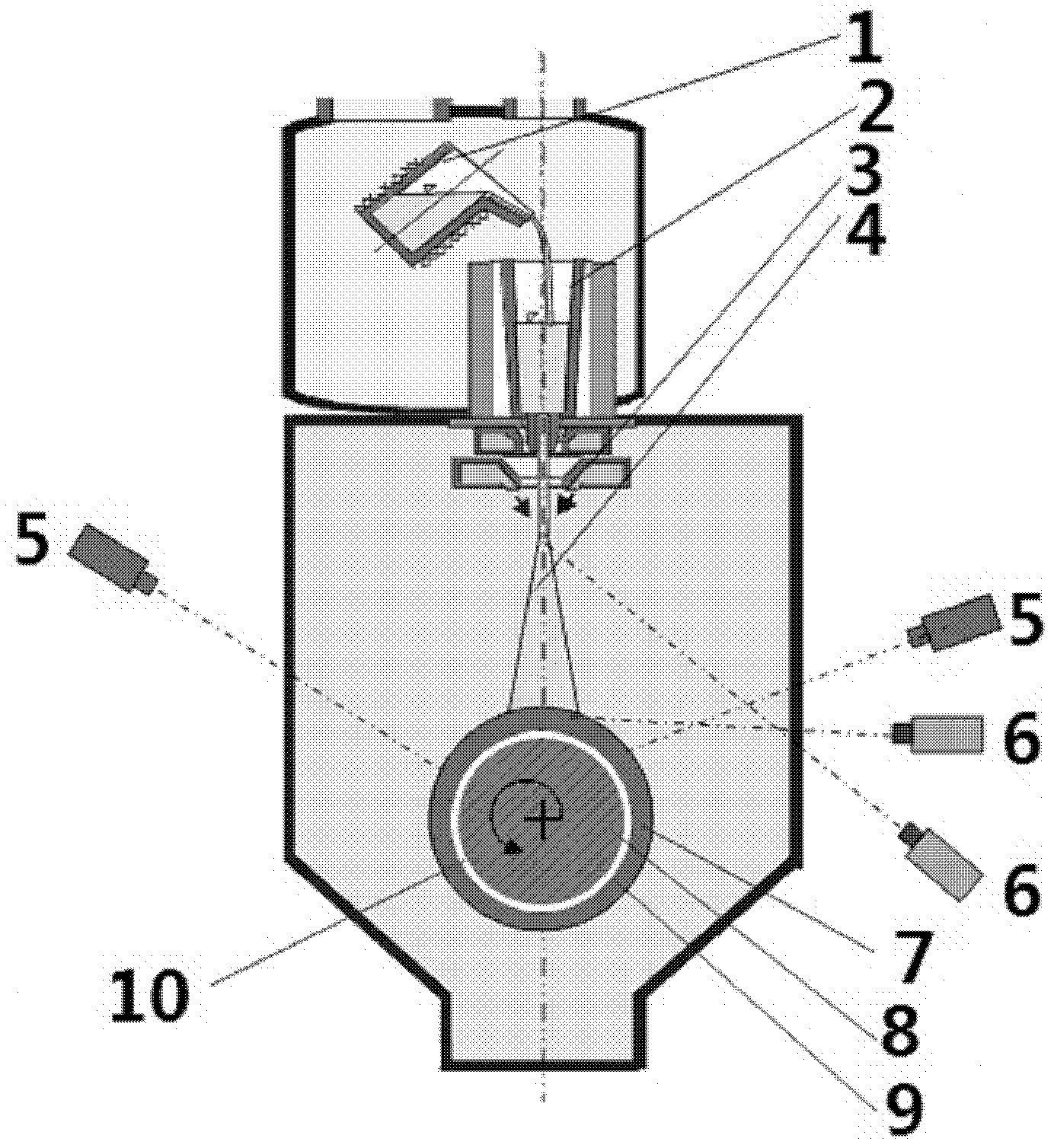
[0037] According to the quality requirements of the sprayed metal and the size conditions of the base metal, etc., select the capacity of the 20L melting crucible. Place the crucible in the induction coil, and fill the pores with magnesia for consolidation. Tilt the crucible, slowly put the master alloy ingot into the melting crucible and put it upright to avoid scratching the crucible.
[0038] Close the vacuum port of the equipment and turn on the pump to pump to 10 -3 Mpa, filled with argon to the working pressure. Then apply medium-frequency alternating current to the coil and heat it to 1500°C to melt;
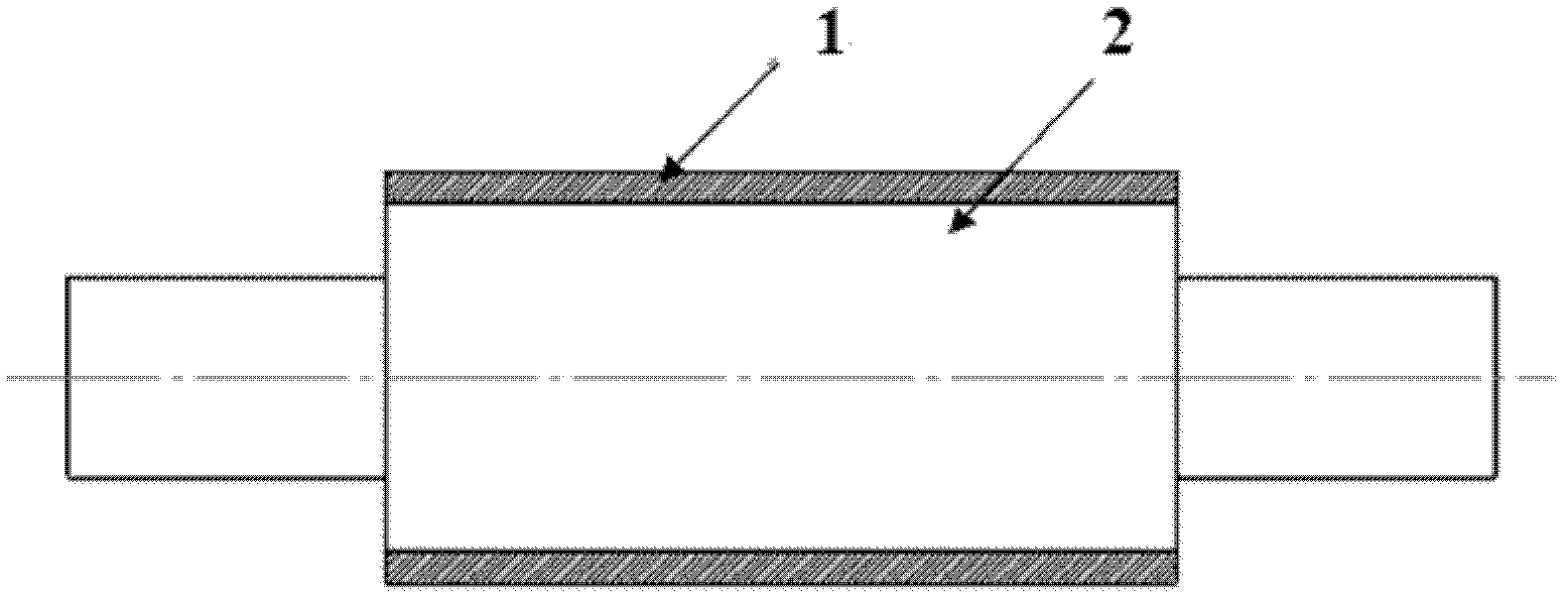
[0039] 2) The preheating process of the roller core
[0040]According to the requirements of the preparation process, the ba...
Embodiment 2
[0056] Main chemical composition (wt%, the balance is Fe):
[0057] material C V Si Cr Mo mn P S outer layer 1.76 9.00 1.56 5.96 1.32 0.56 0.03 0.02
[0058] 2) High speed steel molten steel smelting
[0059] According to the quality requirements of the sprayed metal and the size conditions of the base metal, etc., select the capacity of the 20L melting crucible. Place the crucible in the induction coil, and fill the pores with magnesia for consolidation. Tilt the crucible, slowly put the master alloy ingot into the melting crucible and put it upright to avoid scratching the crucible.
[0060] Close the vacuum port of the equipment and turn on the pump to pump to 10 -3 Mpa, filled with argon to the working pressure. Then apply medium-frequency alternating current to the coil and heat it to 1500°C to melt;
[0061] 2) The preheating process of the roller core
[0062] According to the requirements of the preparation process, the ...
Embodiment 3
[0078] Main chemical composition (wt%, the balance is Fe):
[0079] material C V Si Cr Mo mn P S outer layer 1.70 8.00 1.40 5.00 1.30 0.60 0.03 0.02
[0080] 3) High speed steel molten steel smelting
[0081] According to the quality requirements of the sprayed metal and the size conditions of the base metal, etc., select the capacity of the 20L melting crucible. Place the crucible in the induction coil, and fill the pores with magnesia for consolidation. Tilt the crucible, slowly put the master alloy ingot into the melting crucible and put it upright to avoid scratching the crucible.
[0082] Close the vacuum port of the equipment and turn on the pump to pump to 10 -3 Mpa, filled with argon to the working pressure. Then apply medium-frequency alternating current to the coil and heat it to 1500°C to melt;
[0083] 2) The preheating process of the roller core
[0084] According to the requirements of the preparation process, the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More