

Novel active agent used for TIG (Tungsten Inert Gas) welding of magnesium alloy
A technology of argon tungsten arc and active agent, which is applied in the direction of arc welding equipment, welding equipment, welding medium, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
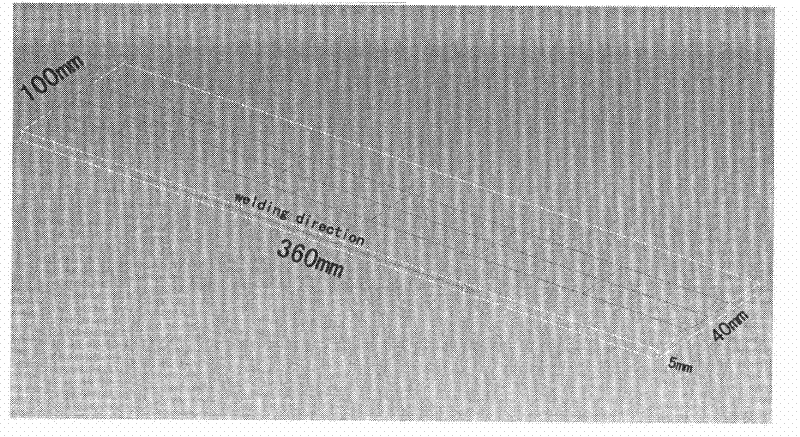
[0013] Active agent weight ratio is TiO 2 : 60% and CaF 2 : 40%. TiO 2 and CaF 2 The active agent powders are thoroughly milled and mixed in proportion, and then acetone is added to the mixture to make a paste. Then use a flat brush to evenly coat the pasty active agent on the upper surface of the sample, the coating width is about 40mm, and the coating thickness is about 0.3mm. Solder after the acetone evaporates.
[0014] The welding specifications adopted for TIG welding of AZ31 magnesium alloy plates with a plate thickness of 5mm are:
[0015]
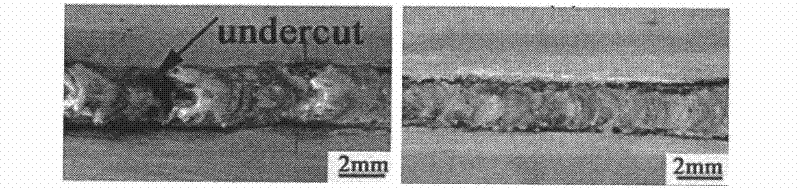
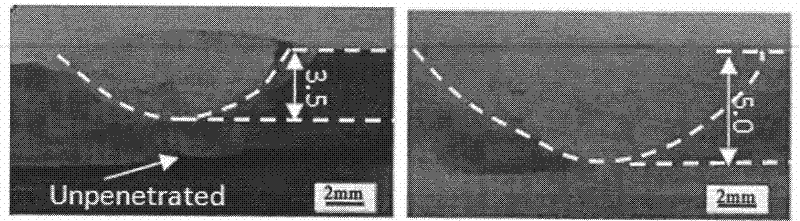
[0016] Under this welding specification condition, compared with the welded joints not coated with this active agent, the penetration depth of the welded joints coated with the active agent is increased by 43%, and the tensile properties are increased by 58%. In addition, the porosity in the weld seam is significantly reduced after coating the active agent, which solves the problems of shallow penetration and porosity that...
example 2
[0018] Active agent weight ratio is TiO 2 : 62% and CaF 2 : 38%. TiO 2 and CaF 2 The active agent powders are thoroughly milled and mixed in proportion, and then acetone is added to the mixture to make a paste. Then use a flat brush to evenly coat the pasty active agent on the upper surface of the sample, the coating width is about 40mm, and the coating thickness is about 0.3mm. Solder after the acetone evaporates. The welding parameters are the same as Example 1.
example 3
[0020] Active agent weight ratio is TiO 2 : 65% and CaF 2 : 35%. TiO 2 and CaF 2 The active agent powders are thoroughly milled and mixed in proportion, and then acetone is added to the mixture to make a paste. Then use a flat brush to evenly coat the pasty active agent on the upper surface of the sample, the coating width is about 40mm, and the coating thickness is about 0.3mm. Solder after the acetone evaporates. The welding parameters are the same as Example 1.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More