

Manufacturing process for lambdoidal control arm
A manufacturing process and control arm technology, applied to railway car body parts, transportation and packaging, vehicle parts, etc., can solve the problems of long processing time, affecting product production efficiency, affecting product forming performance, etc., to shorten the total production time, guaranteed performance, and the effect of saving production time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
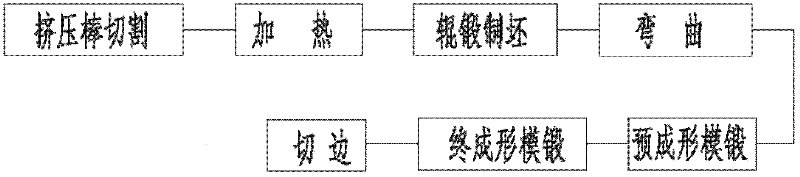
[0032] Such as figure 2 As shown, the manufacturing process of the herringbone control arm includes the following steps: extruded bar sawing-heating-roll forging billet-bending forming-pre-forming die forging-final forming die forging-trimming; specific processes for:
[0033] (1) Extruded bar is sawed, and the aluminum alloy extruded bar is selected as the raw material. The structure of the aluminum alloy extruded bar is as follows Figure 4 Extruded bars are sawn into billets using a high-speed circular saw as shown;
[0034] (2) heating, the billet sawed into is heated by a medium frequency induction heating furnace, and the controlled heating temperature is 440°C;
[0035] (3) Roll forging billets, use a roll forging machine to roll forge the heated billets; use two passes of roll forging; control the roll forging speed to control the billet temperature after roll forging is 420 ° C, roll forging After the blank such as Figure 5 shown;
[0036] (4) Bending and formi...
Embodiment 2
[0043] Such as figure 2 As shown, the manufacturing process of the herringbone control arm includes the following steps: extruded bar sawing-heating-roll forging billet-bending forming-pre-forming die forging-final forming die forging-trimming; specific processes for:
[0044] (1) Extruded bar is sawed, and the aluminum alloy extruded bar is selected as the raw material. The structure of the aluminum alloy extruded bar is as follows Figure 4 Extruded bars are sawn into billets using a high-speed circular saw as shown;
[0045] (2) heating, the billet sawed into is heated by an intermediate frequency induction heating furnace, and the controlled heating temperature is 480°C;
[0046] (3) Roll forging billets, use a roll forging machine to roll forge the heated billets; use two passes of roll forging; control the roll forging speed to control the temperature of the billets after roll forging is 460 ° C, roll forging After the blank such as Figure 5 shown;
[0047] (4) Be...
Embodiment 3
[0054] Such as figure 2 As shown, the manufacturing process of the herringbone control arm includes the following steps: extruded bar sawing-heating-roll forging billet-bending forming-pre-forming die forging-final forming die forging-trimming; specific processes for:
[0055] (1) Extruded bar is sawed, and the aluminum alloy extruded bar is selected as the raw material. The structure of the aluminum alloy extruded bar is as follows Figure 4 Extruded bars are sawn into billets using a high-speed circular saw as shown;
[0056] (2) heating, the billet sawed into is heated by a medium frequency induction heating furnace, and the controlled heating temperature is 460°C;
[0057] (3) Roll forging billets, use a roll forging machine to roll forge the heated billets; use two passes of roll forging; control the roll forging speed to control the temperature of the billets after roll forging is 440 ° C, roll forging After the blank such as Figure 5 shown;
[0058] (4) Bending a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More