Wet type friction clutch disc material for transmitting high power and preparation process
A clutch, high-power technology, applied in the direction of friction lining, mechanical equipment, etc., can solve the problems of insignificant effect, the performance of C/C composite materials cannot meet the requirements, etc., to improve the ability of shear resistance, improve hardness, The effect of increasing the coefficient of friction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
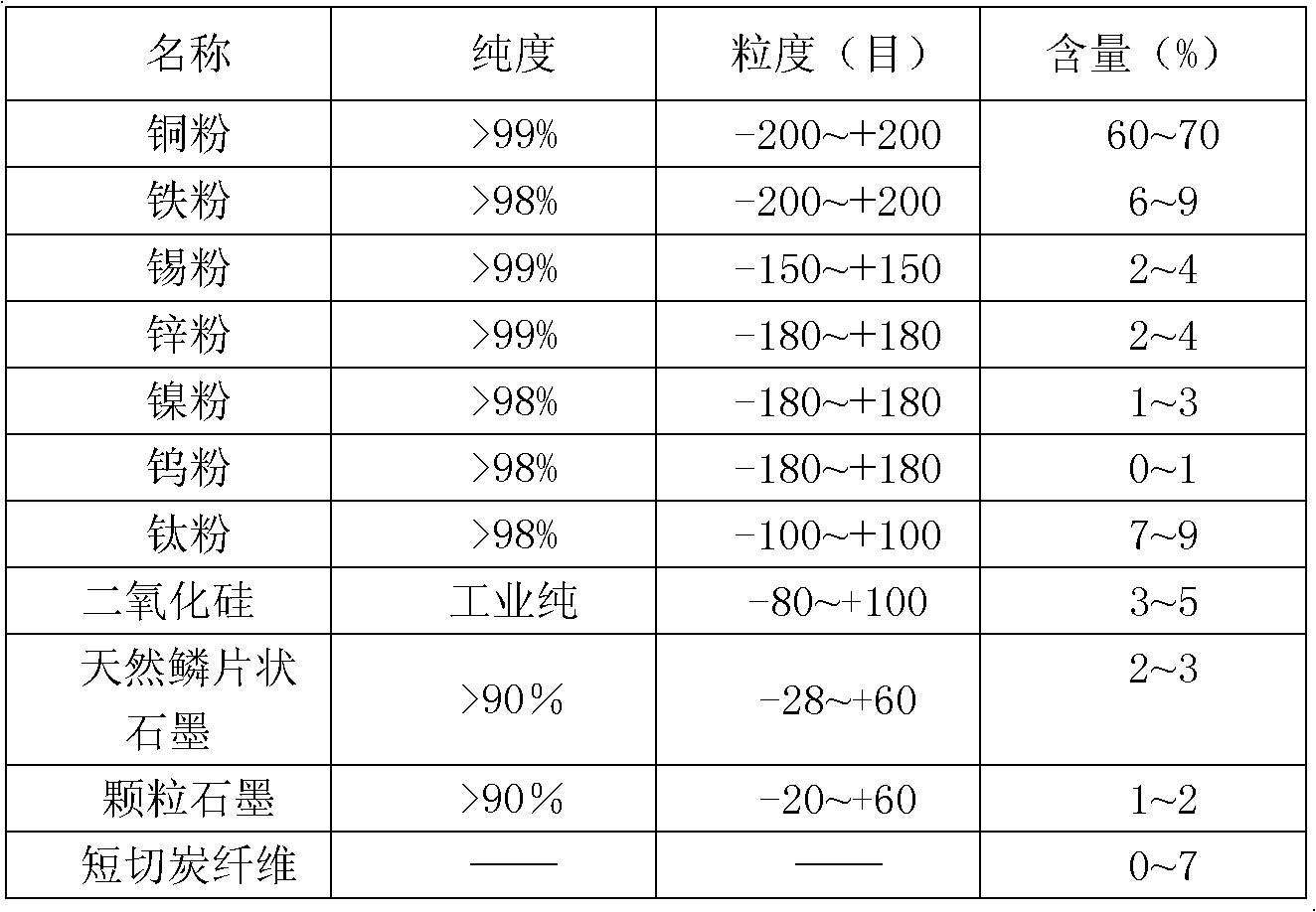
[0025] First, according to the mass percentage of alloy elements: Cu 62.8%, Fe 8%, Sn 3%, Zn 3%, Ni 2%, Ti 8.5%, SiO 2 4%, C 3.5%, W 0.2%, chopped carbon fiber T700, 5%, and forming agent (kerosene) to prepare a mixture, and the mixture is mixed with the powder in a roller ball mill for 6-8 hours; the mixture is cooled under a pressure of 500MPa Press molding, then paste the green compact and the supporting steel back and put it in a bell-type heating and sintering furnace for pressure sintering, and carry out pressure sintering under the protection of hydrogen. The sintering temperature is 920 ° C, the sintering pressure is 4.5 MPa, and the holding time is 3h. Water-cooled to room temperature and out of the furnace; after quenching the sintered parts at 800 °C, pressurized tempering at a temperature of 550 °C and a pressure of 5 MPa to achieve a certain hardness of the supporting steel back (HRC35-38), and the sintered parts were vacuum At a temperature of -0.2MPa and a tem...
Embodiment 2
[0027] First, according to the mass percentage of alloy elements: Cu 61.5%, Fe 8%, Sn 3%, Zn 3%, Ni 2%, Ti 8.5%, SiO 2 4%, C 3.5%, W 0.5%, chopped carbon fiber T700, 6% and forming agent to prepare alloy raw materials, and mix the powder in a roller ball mill for 6-8 hours; the mixture is cold-pressed under 700MPa pressure, and then The green compact and the supporting steel back were pasted and placed in a bell-type heating and sintering furnace for pressure sintering, under the protection of hydrogen, the sintering temperature was 900 °C, the sintering pressure was 3.5 MPa, and the holding time was 3 h. After water-cooling to room temperature, the sintered parts are quenched at 800 ° C, and then tempered under pressure at a temperature of 550 ° C and a pressure of 5 MPa to achieve a certain hardness (HRC35-38) of the supporting steel back. The temperature is -0.2MPa, the temperature is 500℃, impregnate the phenolic resin for high temperature resistant brake pads for 30 minu...
Embodiment 3
[0029] First, according to the mass percentage of alloy elements: Cu 64.5%, Fe 8%, Sn 3%, Zn 3%, Ni 2%, Ti 8.5%, SiO 2 4%, C 3.5%, W 0.5%, chopped carbon fiber T700, 3%, and forming agent to prepare alloy raw materials, and mix the powder in a roller ball mill for 6-8 hours; the mixture is cold-pressed under 700MPa pressure, and then The green compact and the supporting steel back were pasted together and placed in a bell-type heating and sintering furnace for pressure sintering. Under the protection of hydrogen, pressure sintering was carried out. The sintering temperature was 900°C, the sintering pressure was 3.0 MPa, and the holding time was 3 hours. After water-cooling to room temperature, the sintered parts are quenched at 850 °C, and then tempered under pressure at a temperature of 550 °C and a pressure of 7 MPa to achieve a certain hardness (HRC35-38) on the supporting steel back. The temperature is -0.2MPa, the temperature is 500℃, impregnate the phenolic resin for hi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| friction coefficient | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



