

Steel wire rod for annealing-free solder wire and production process thereof
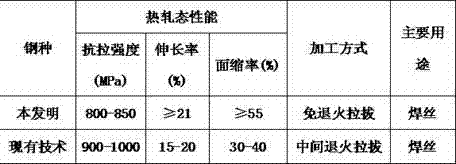
A welding wire steel, annealing-free technology, applied in the field of metallurgy, can solve the problems of unsatisfactory shrinkage and elongation performance, poor plasticity index of welding wire steel wire rod, complicated production process, etc., and achieve good comprehensive mechanical properties and plasticity index Excellent, chemically stable effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] The non-annealing welding wire steel wire rod of this embodiment is composed of the following components by weight percentage: C: 0.08%, Mn: 1.29%, Si: 0.48%, P: 0.01%, S: 0.008%, Mo: 0.35%, Ni: 0.56%, Cu: 0.04%, Ti: 0.05%, Al: 0.03%, and the balance is Fe.
[0025] The production process of the annealing-free welding wire steel wire rod in this embodiment includes the following steps: billet inspection→steel billet heating→high-pressure water descaling→rough and intermediate rolling and pre-finishing rolling→first water cooling→finishing rolling unit→second water cooling → Reduction and sizing rolling → third water cooling → silk spinning → air cooling → finishing → storage;
[0026] In the billet heating process, the atmosphere of the heating furnace is controlled, the air combustion is set to 1.0%, and the temperature in the soaking section is controlled at 1120°C;
[0027] In the high-pressure water descaling process, the descaling pressure is controlled to ensure ...
Embodiment 2
[0035] The non-annealing welding wire steel wire rod of this embodiment is composed of the following components by weight percentage: C: 0.09%, Mn: 1.31%, Si: 0.51%, P: 0.008%, S: 0.004%, Mo: 0.36%, Ni: 0.55%, Cu: 0.05%, Ti: 0.04%, Al: 0.03%, and the balance is Fe.
[0036] The production process of the annealing-free welding wire steel wire rod in this embodiment includes the following steps: billet inspection→steel billet heating→high-pressure water descaling→rough and intermediate rolling and pre-finishing rolling→first water cooling→finishing rolling unit→second water cooling → Reduction and sizing rolling → third water cooling → silk spinning → air cooling → finishing → storage;
[0037] In the billet heating process, the atmosphere of the heating furnace is controlled, the air combustion is set to 1.2%, and the temperature of the soaking section is controlled at 1200 °C;
[0038] In the high-pressure water descaling process, the descaling pressure is controlled to ensur...
Embodiment 3
[0046] The non-annealing welding wire steel wire rod of this embodiment is composed of the following components by weight percentage: C: 0.07%, Mn: 1.25%, Si: 0.4%, P: 0.02%, S: 0.002%, Mo: 0.2%, Ni: 0.5%, Cu: 0.02%, Ti: 0.2%, Al: 0.01%, and the balance is Fe.
[0047] The production process of the annealing-free welding wire steel wire rod in this embodiment includes the following steps: billet inspection→steel billet heating→high-pressure water descaling→rough and intermediate rolling and pre-finishing rolling→first water cooling→finishing rolling unit→second water cooling → Reduction and sizing rolling → third water cooling → silk spinning → air cooling → finishing → storage;
[0048] In the billet heating process, the atmosphere of the heating furnace is controlled, the air combustion is set to 1.1%, and the temperature of the soaking section is controlled at 1150°C;
[0049] In the high-pressure water descaling process, the descaling pressure is controlled to ensure the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More