

Composite roll having uniform roll surface hardness and made of high-speed steel containing boron and method for manufacturing composite roll
A composite roll, uniform hardness technology, applied in the field of roll manufacturing, can solve the problems of long cycle and low efficiency, and achieve the effect of improving strength and toughness, fast cooling and high hardness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
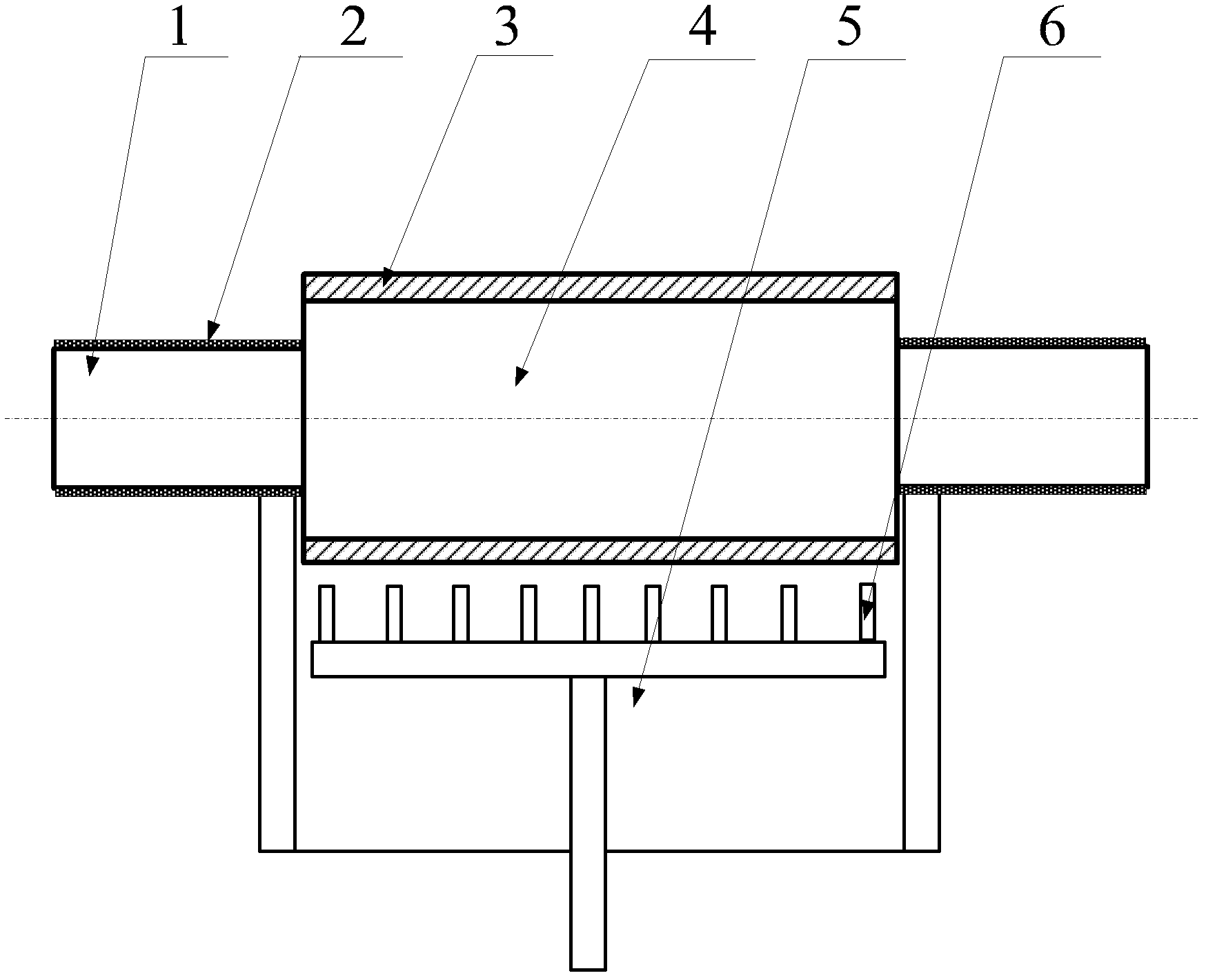
[0033] The roll body (3) is made of boron-containing high-speed steel, the roll neck (1) and the roll center (4) are made of nodular cast iron, and is cast into a boron-containing high-speed steel composite roll through centrifugal compound casting. After rough machining, it is heated Heating in the furnace to 1080°C, after 4 hours of heat preservation, place it in the cooling control device (5), and make the roll rotate at a speed of 20rpm during the cooling process, and at the same time coat the heat insulating material (2) on the roll neck (1) surface , and the roll neck (1) is placed outside the cooling device (5). The insulation material (2) is CaO / SiO with a thermal conductivity of 0.043 (w / m.k) 2 , and its thickness is 2mm. Using mist and gas cooler (6), first press the spray quenching process parameter 1 (P 空气 =0.15MPa, P 水 =0.30MPa, Q 水 =1.65m 3 / h) Spray cooling for 6 minutes, then reduce the cooling rate, and switch to spray quenching process parameter 2 (P 空气...
Embodiment 2
[0035] The roll body (3) is made of boron-containing high-speed steel, the roll neck (1) and the roll center (4) are made of nodular cast iron, and is cast into a boron-containing high-speed steel composite roll through centrifugal compound casting. After rough machining, it is heated Heat the furnace to 1060°C, place it in the cooling control device (5) after 6 hours of heat preservation, and make the roll rotate at a speed of 15 rpm during the cooling process, and at the same time coat the heat insulating material (2) on the surface of the roll neck (1) , and the roll neck (1) is placed outside the cooling device (5). The heat insulating material (2) is asbestos cloth with a thermal conductivity of 0.069 (w / m.k), and its thickness is 4mm. Using mist and gas cooler (6), first press the spray quenching process parameter 1 (P 空气 =0.12MPa, P 水 =0.35MPa, Q 水 =1.80m 3 / h) Spray cooling for 5 minutes, then reduce the cooling rate, and switch to spray quenching process parameter...
Embodiment 3
[0037] The roll body (3) is made of boron-containing high-speed steel, the roll neck (1) and the roll center (4) are made of nodular cast iron, and is cast into a boron-containing high-speed steel composite roll through centrifugal compound casting. After rough machining, it is heated Heating in the furnace to 1070°C, after 5 hours of heat preservation, place it in the cooling control device (5), and make the roll rotate at a speed of 18rpm during the cooling process, and at the same time coat the heat insulating material (2) on the roll neck (1) surface , and the roll neck (1) is placed outside the cooling device (5). The insulation material (2) is CaO / SiO with a thermal conductivity of 0.043 (w / m.k) 2 , and its thickness is 2mm. Using mist and gas cooler (6), first press the spray quenching process parameter 1 (P 空气 =0.13MPa, P 水 =0.32MPa, Q 水 =1.75m 3 / h) Spray cooling for 6 minutes, then reduce the cooling rate, and switch to spray quenching process parameter 2 (P 空气...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More