Shell making method for deep blind hole of precision casting
A technology of precision castings and deep blind holes, which is used in casting molds, mold components, manufacturing tools, etc., can solve the problem of extremely high requirements for shell dewaxing, poor strength at deep blind holes of shells, and affecting product delivery time. and other problems, to achieve the effect of solving the difficulty of shell making, improving the strength and ensuring the delivery time.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] The shell making method of deep blind hole of precision casting of the present invention, casting is 3Kg, and blind hole diameter is 10mm, comprises the following steps:
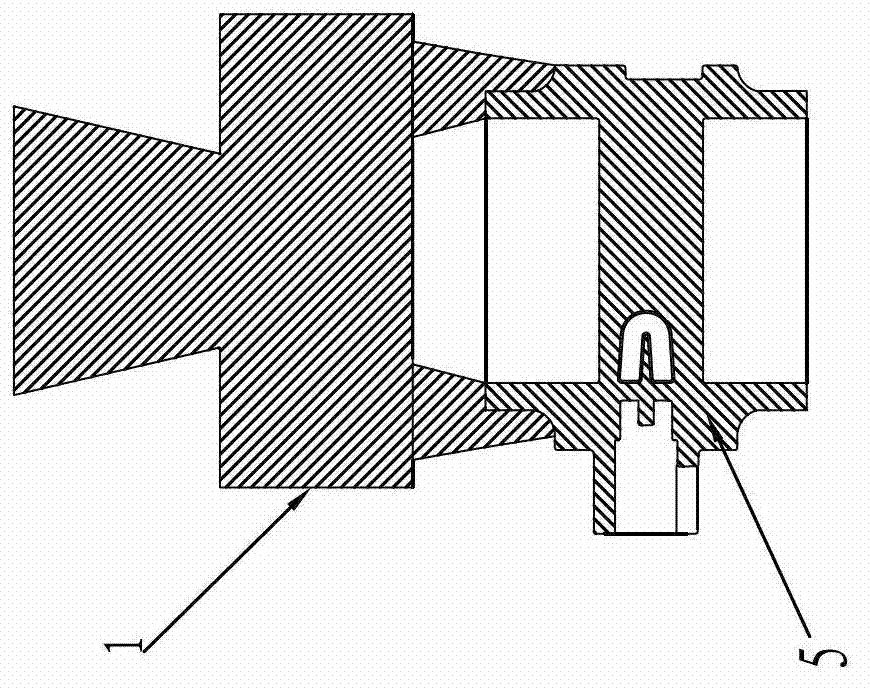
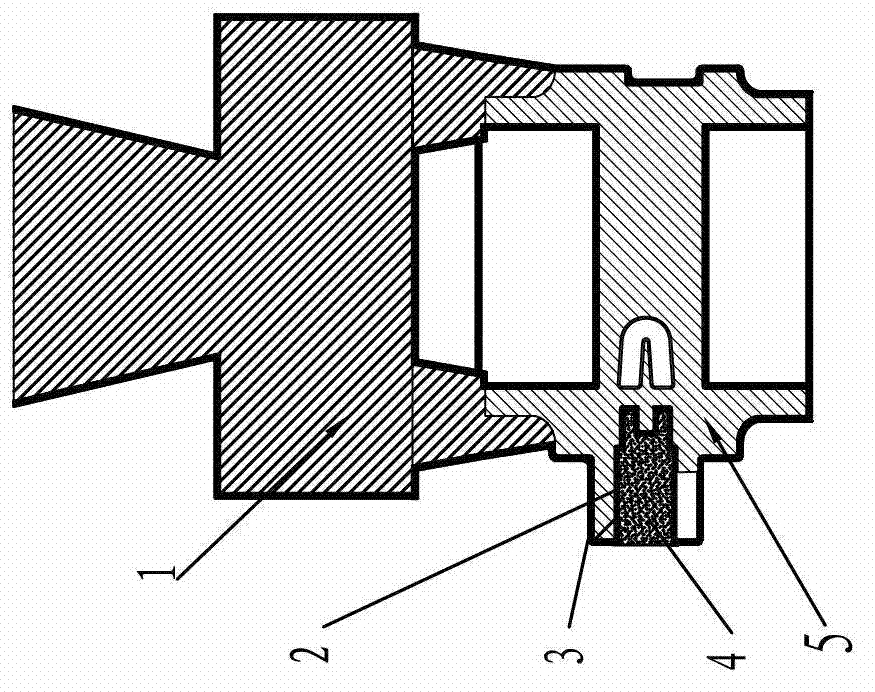
[0030] (1) Make the wax mold module: use medium-temperature wax material to make the wax mold 5, and then weld the designed pouring riser system 1 on the wax mold 5 with an electric knife, as shown in figure 1 As shown, a wax pattern module is formed, and this process is a prior art;
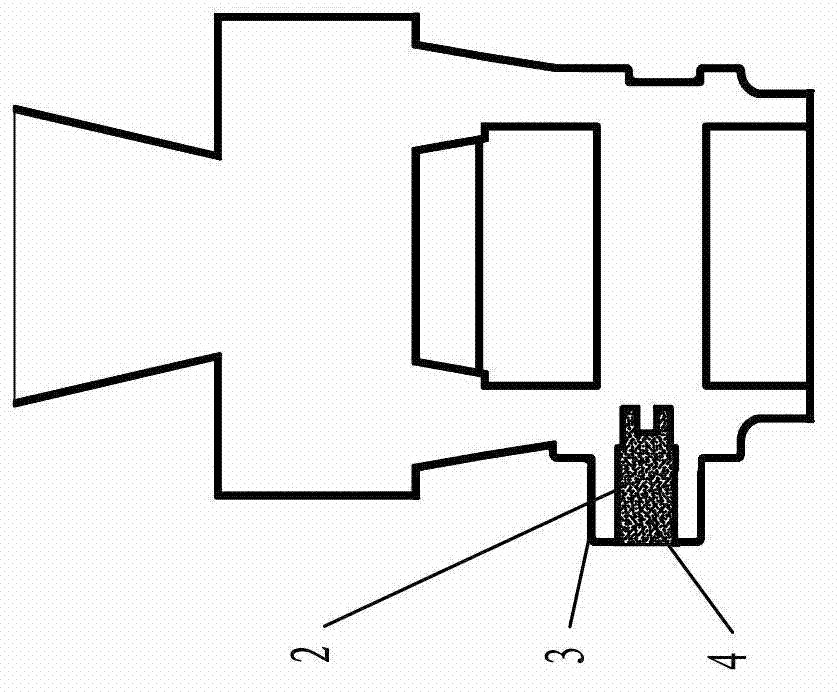
[0031] (2) Wax mold module shell making: transport the wax mold module to the shell making operation room, and make three layers of shell making before filling the filling. The surface layer of the shell making is made of silica sol zircon powder slurry. : zircon powder = 1: 3.8, sprinkle a layer of 80-120 mesh zircon sand, the transition layer uses silica sol mullite powder slurry, wherein the mass ratio of silica sol: mullite powder = 1: 1.8, sprinkle a layer of 30- 60 mesh mullite sand, three layers of silica sol mu...
Embodiment 2
[0036] The shell-making method of the deep blind hole of the precision casting of the present invention, the casting is 6Kg, the diameter of the blind hole is 16mm, steps (1) and (3) are the same as embodiment 1, and the difference of step (2) and embodiment 1 is:
[0037] In step (2), four layers of shells are made, and the surface layer of the shell is made of silica sol zircon powder slurry, wherein the mass ratio of silica sol: zircon powder = 1:3.9, sprinkle a layer of 80-120 mesh zircon sand, The transition layer adopts silica sol mullite powder slurry, wherein the mass ratio of silica sol: mullite powder = 1:1.9, sprinkle a layer of 30-60 mesh mullite sand, and the third and fourth layers use silica sol mullite powder slurry , wherein the mass ratio of silica sol: mullite powder = 1:1.7, sprinkle a layer of 16-30 mesh mullite sand, paint four layers, and air dry for 14 hours until the shell is completely dry.
[0038]Take the silica sol zircon powder slurry and add 30-6...
Embodiment 3
[0041] The shell-making method of the deep blind hole of the precision casting of the present invention, the casting is 10Kg, the diameter of the blind hole is 20mm, steps (1) and (3) are the same as embodiment 1, and the difference of step (2) and embodiment 1 is:
[0042] The shell is made of four layers. The surface layer of the shell is made of silica sol zircon powder slurry, in which the mass ratio of silica sol: zircon powder = 1:4.0, a layer of 80-120 mesh zircon sand is sprinkled, and the transition layer is made of silica sol mo Mullite powder slurry, wherein the mass ratio of silica sol: mullite powder = 1:1.85, sprinkle a layer of 30-60 mesh mullite sand, the third and fourth layers use silica sol mullite powder slurry, wherein the mass ratio of silica sol : Mullite powder = 1:1.65, sprinkle a layer of 16-30 mesh mullite sand, paint four layers, and air dry for 12 hours until the shell 3 is completely dry.
[0043] Take the silica sol zircon powder slurry and add 3...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More