

Manufacturing method for mine vehicle axle wheel reductor planetary gear
A technology for planetary gears and manufacturing methods, which is applied to components with teeth, gear lubrication/cooling, belts/chains/gears, etc., and can solve the problems of harsh working environments, complex force on drive axles, and planetary gear service life and reliability. It is difficult to meet the problems of the mine wheel reducer, etc., to achieve the effect of improving wear resistance and anti-gluing ability, improving strength and life, and good lubrication
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0030] Embodiment 1: A method for manufacturing a planetary gear of a mine vehicle car wheel reducer, comprising the following process steps:
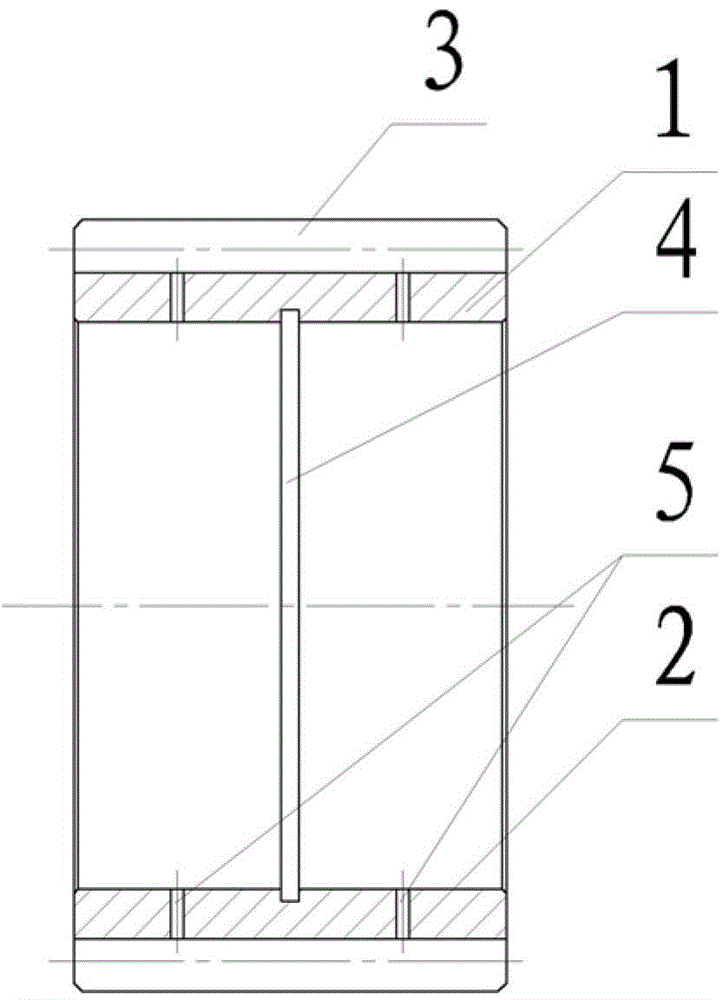
[0031] (1) Forging: The ring gear 1 is obtained by forging the 20MnCr5 alloy material with a hardenability of H5 to ensure high-quality gear blanks. The forging is heated by an electric furnace, and the initial forging temperature and final forging temperature are strictly controlled;
[0032] (2) Rough turning: Carry out rough turning on the ring gear 1 on the lathe, and reserve 2mm machining allowance for the outer circle, end face of the ring gear 1 and the inner hole 2 of the planetary wheel;
[0033] (3) Preliminary heat treatment: normalize the ring gear 1 after rough turning at a high temperature of 940°C for 5.5 hours, and then temper at 620°C for 4.5 hours to obtain a refined grain structure;
[0034] (4) Finish turning: Carry out finish turning on the ring gear 1 on the lathe, on the hole wall of the inner hole 2 of the plane...
Embodiment 2
[0044] Embodiment 2: A method for manufacturing a planetary gear of a car wheel side reducer for a mining vehicle, comprising the following process steps:
[0045] (1) Forging: The ring gear 1 is obtained by forging the 20MnCr5 alloy material with a hardenability of H5 to ensure high-quality gear blanks. The forging is heated by an electric furnace, and the initial forging temperature and final forging temperature are strictly controlled;
[0046] (2) Rough turning: Carry out rough turning on the ring gear 1 on the lathe, and reserve 3mm machining allowance for the outer circle, end face of the ring gear 1 and the inner hole 2 of the planetary wheel;
[0047](3) Preliminary heat treatment: normalize the ring gear 1 after rough turning at 950°C for 5.5 hours at high temperature, and then temper at 630°C for 3.5 hours to obtain a refined grain structure;
[0048] (4) Finish turning: Carry out finish turning on the ring gear 1 on the lathe, on the hole wall of the inner hole 2 of...
Embodiment 3
[0058] Embodiment 3: A method for manufacturing a planetary gear of a car wheel side reducer for a mining vehicle, comprising the following process steps:
[0059] (1) Forging: The ring gear 1 is obtained by forging the 20MnCr5 alloy material with a hardenability of H5 to ensure high-quality gear blanks. The forging is heated by an electric furnace, and the initial forging temperature and final forging temperature are strictly controlled;
[0060] (2) Rough turning: Carry out rough turning on the ring gear 1 on the lathe, and reserve 2.5mm machining allowance for the outer circle, end face of the ring gear 1 and the inner hole 2 of the planetary wheel;
[0061] (3) Preliminary heat treatment: normalize the ring gear 1 after rough turning at 945°C for 5 hours at high temperature, and then temper at 625°C for 4 hours to obtain a refined grain structure;
[0062] (4) Finish turning: Carry out finish turning on the ring gear 1 on the lathe, on the hole wall of the inner hole 2 of ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| modulus | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More