

Method and device for hot forming of medium-thickness plates under elastic preloading
A preloading and plate technology, applied in forming tools, metal processing equipment, manufacturing tools, etc., can solve problems such as difficult to achieve medium-thick plate forming, and achieve the effects of large processing flexibility, reduced requirements, and reduced injection pressure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0018] Example 1: High-pressure injection impact forming of aluminum alloy medium-thick plate with hot liquid medium under elastic preload.
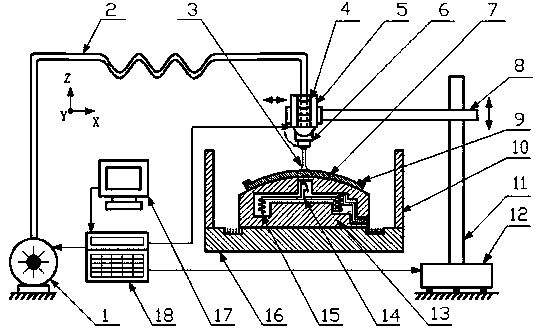
[0019] The device includes a liquid delivery system, a workholding system, a moving system, a heating system and a control system. The liquid transmission system includes a high-pressure pump 1, a high-pressure pipe 2, an injection head 5, a high-pressure nozzle 6, and a high-pressure hot liquid medium 3; the moving system includes a cantilever beam 8, a column 11, and a base 12; the workpiece fixture system includes a medium-thick plate 7, a clamp 9. Baffle plate 10, pre-bending mold 13, workbench 16; heating system includes heater 4, temperature switch 14, resistance heating rod 15; control system includes computer 17, controller 18.
[0020] The medium-thick plate 7 to be formed is tightly attached to the surface of the pre-bending mold 13 under the action of the clamping force of the clamp 9 , and after obtaining a preliminary pre-de...
Embodiment 2
[0022] Example 2: High-pressure injection impact forming of hot liquid medium in medium-thick magnesium alloy plate under elastic preload.
[0023] The difference between this embodiment and embodiment 1 is that the medium-thick magnesium alloy plate is heated to 300-350°C, the temperature of the high-pressure hot liquid medium is heated to 250°C, and the injection pressure of the high-pressure hot liquid medium 3 is 20-40MPa. Others are the same as in Example 1.
Embodiment 3
[0024] Example 3: High-pressure injection impact forming of titanium alloy medium-thick plate with hot liquid medium under elastic preload.
[0025] The difference between this embodiment and embodiment 1 is that the titanium alloy medium-thick plate is heated to 700-920°C, the temperature of the high-pressure hot liquid medium is heated to 400°C, and the injection pressure of the high-pressure hot liquid medium 3 is 80-250MPa. Others are the same as in Example 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More