

Conveying belt and preparation method thereof
A conveyor belt and para-aramid fiber technology, applied in the field of conveyor belt and its preparation, can solve the problems of insufficient hardness, contaminated food, inconvenient cleaning, etc., and achieve the effects of high hydrolysis resistance, high production efficiency, and convenient cleaning
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] A kind of preparation method of conveyor belt comprises the steps:
[0027] (1) Arrange the S-twisted para-aramid yarn and the Z-twisted para-aramid yarn next to each other in parallel; the distance between each para-aramid yarn is 7mm; the S-twisted para-aramid yarn and the Z-twisted pair The para-aramid yarn is twisted by 20 para-aramid spun yarns with an upper diameter of 1000D and a twist of 50. Stretch each para-aramid yarn with a 300g weight;
[0028] (2) The para-aramid yarn enters the extrusion die head through the guide wheel, and the polyether thermoplastic polyurethane is heated and melted at 190°C in the twin-screw extruder, and then extruded into the extrusion die head, mixed evenly and then calendered and extruded Pressing and integral molding in the molding wheel; before the polyether thermoplastic polyurethane enters the twin-screw extruder, it is dried in a dehumidification dryer at a temperature of 100°C for 2 hours, and finally reaches a moisture con...
Embodiment 2
[0030] A kind of preparation method of conveyor belt comprises the steps:
[0031] (1) Arrange S-twisted para-aramid yarn and Z-twisted para-aramid yarn next to each other in parallel; the distance between each para-aramid yarn is 10mm; S-twisted para-aramid yarn and Z-twisted The para-aramid yarn is twisted from more than 20 para-aramid spun yarns with a diameter of 3000D and a twist of 80; each para-aramid yarn is stretched with a 500g weight;
[0032] (2) The para-aramid yarn enters the extrusion die head through the guide wheel, and the polyether thermoplastic polyurethane is heated and melted at 205°C in the twin-screw extruder, then extruded into the extrusion die head, mixed evenly, and then calendered and extruded Pressing and integral molding in the molding wheel; before the polyether thermoplastic polyurethane enters the twin-screw extruder, it is dried in a dehumidification dryer at a temperature of 90°C for 2.5 hours, and finally reaches a moisture content of less ...
PUM
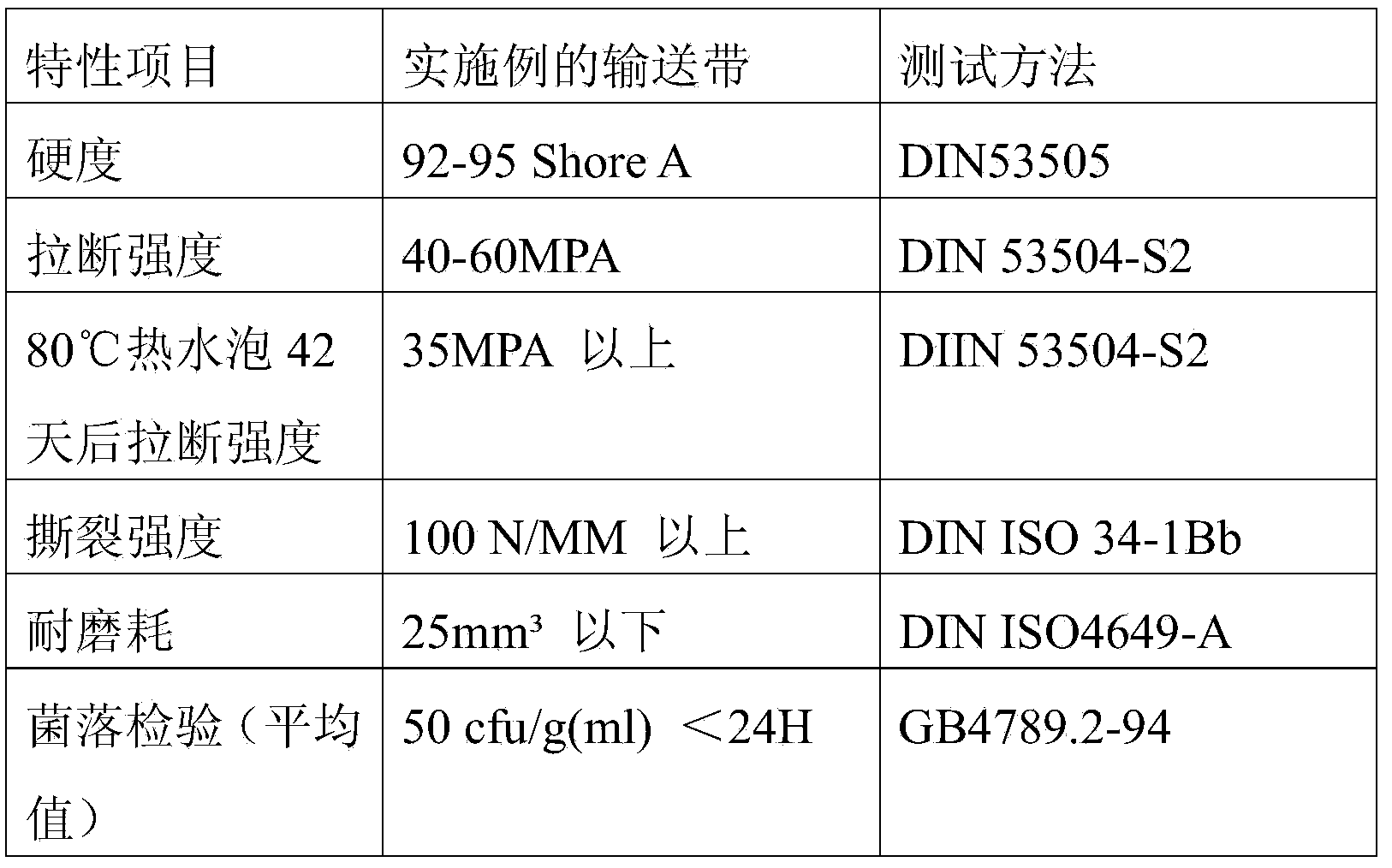
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| breaking strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More