

Method for butt welding end parts of two double-metal composite pipes respectively with adapter ring on the end part
A bimetallic composite pipe and adapter ring technology, applied in metal processing, metal processing equipment, welding/welding/cutting items, etc. The effect of simple tooling, improving welding efficiency and reducing welding cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
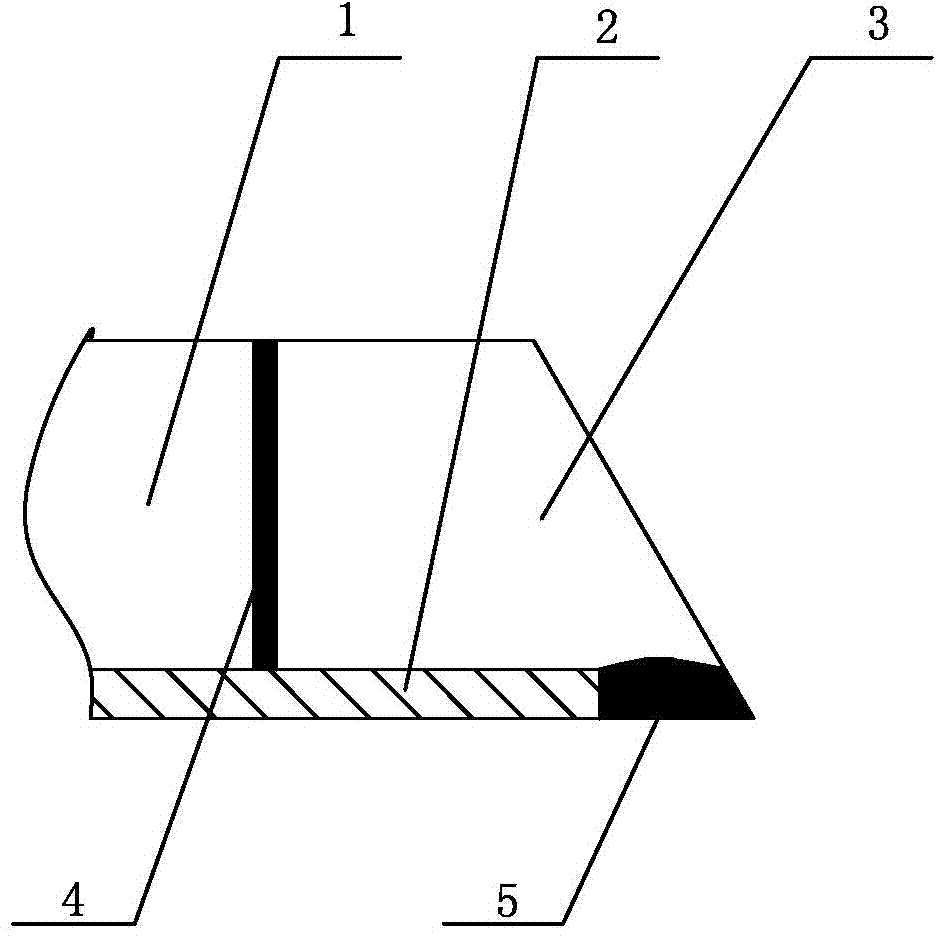
[0027] Taking the No. 20 steel base pipe with a thickness of 7mm, an outer diameter of 89mm, a thickness of the lining pipe 2 of 0.8mm, and a length of the adapter ring 3 of 100mm as an example, the welding method is as follows:
[0028] 1. Pretreatment of the end of the lined pipe
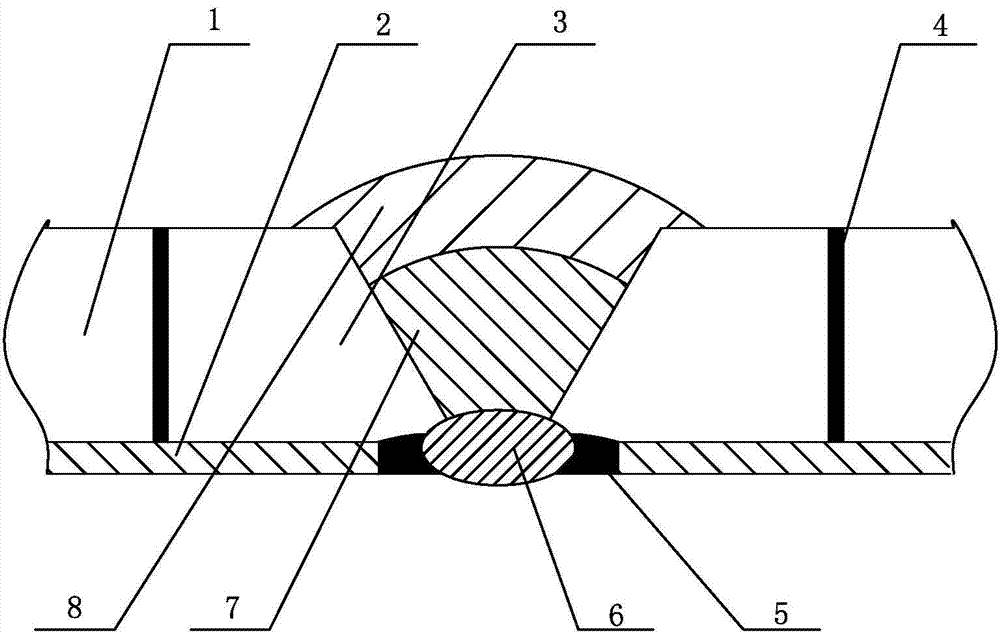
[0029] The bimetallic composite pipe with an adapter ring in this embodiment is composed of the base pipe 1 and the inner liner 2 by hydraulic pressurization, and the base pipe 1 and the inner liner 2 can also be combined by deflagration. The pipe 1 and the liner pipe 2 are combined together. In order to facilitate the welding of the bimetallic composite pipes, an adapter ring 3 is welded at the end of the bimetallic composite pipe. The adapter ring 3 and the end of the base pipe 1 A ring of girth welds 4 is formed to form a bimetallic composite pipe with an adapter ring. For the convenience of welding, the adapter ring 3 and the lining pipe 2 are made of stainless steel.
[0030] Carry out weldi...
Embodiment 2
[0040] Taking the No. 20 steel base pipe with a thickness of 7mm, an outer diameter of 89mm, a thickness of the lining pipe 2 of 0.8mm, and a length of the adapter ring 3 of 100mm as an example, the welding method is as follows:
[0041] In the groove processing step 3, a V-shaped groove is processed on the outer end of the base pipe adapter ring 3, the angle of the V-shaped groove is 20°, and the groove is cleaned.
[0042] Other steps are identical with embodiment 1.
Embodiment 3
[0044]Taking the No. 20 steel base pipe with a thickness of 7mm, an outer diameter of 89mm, a thickness of the lining pipe 2 of 0.8mm, and a length of the adapter ring 3 of 100mm as an example, the welding method is as follows:
[0045] In the groove processing step 3, a V-shaped groove is processed on the outer end of the base pipe adapter ring 3, the angle of the V-shaped groove is 35°, and the groove is cleaned.
[0046] Other steps are identical with embodiment 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More