

Method for producing high-strength thin strip steel in short process
A high-strength, thin-strip technology, applied in the direction of workpiece surface treatment equipment, metal processing equipment, metal rolling, etc., can solve the problems of difficult production of high-strength steel with yield strength, uneven microstructure of strip steel, and formation of strip surface Water spots and other problems, to achieve the effect of homogenizing the internal microstructure, improving cooling uniformity, and excellent performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0065] The thickness of the high-strength atmospheric corrosion-resistant steel cast strip is 1.5mm. The chemical composition of the atmospheric corrosion-resistant steel is: C 0.04%, Si 0.5%, Mn 0.68%, P 0.03%, S≤0.006%, Cu 0.5%, Nb 0.020 %, Ti 0.025%, Al 0.04%, Cr 0.65%, Ni 0.25%, Re 0.15%; the balance is Fe and unavoidable impurities. Calculated: corrosion resistance index I = 7.4684≥7; welding cold crack sensitivity coefficient Pcm = 0.1523≤0.18%.
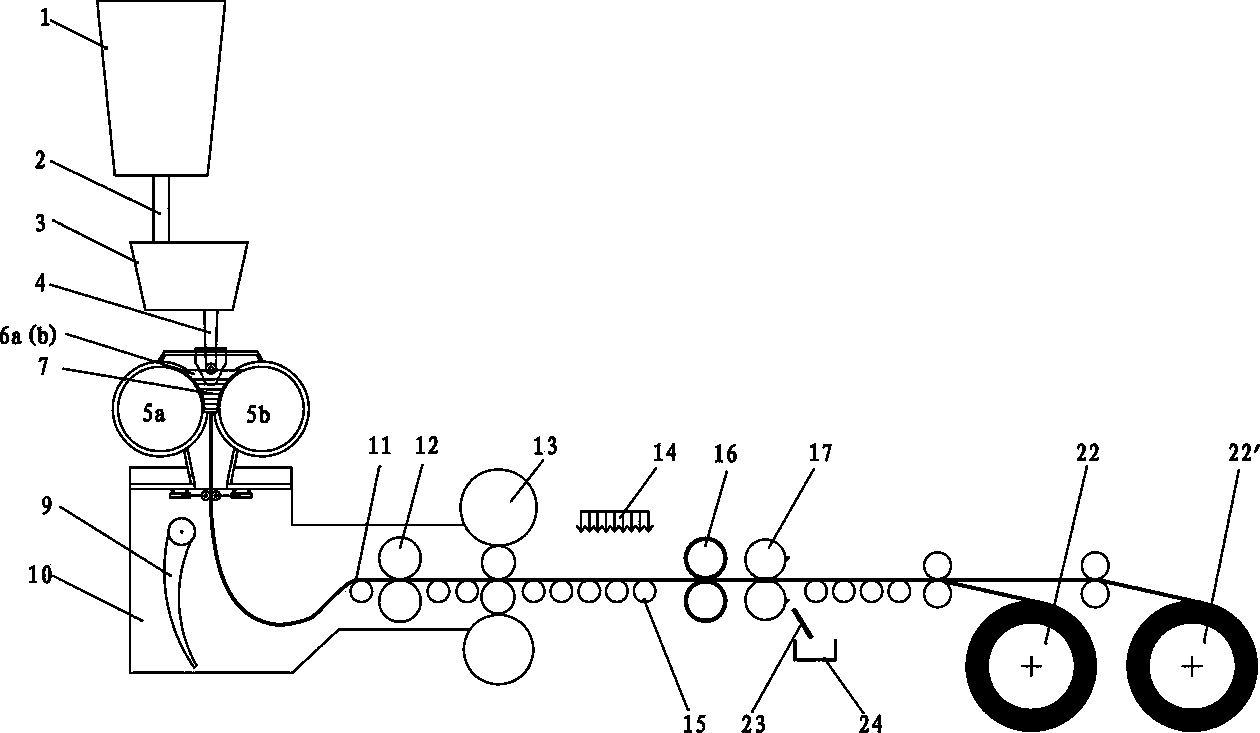
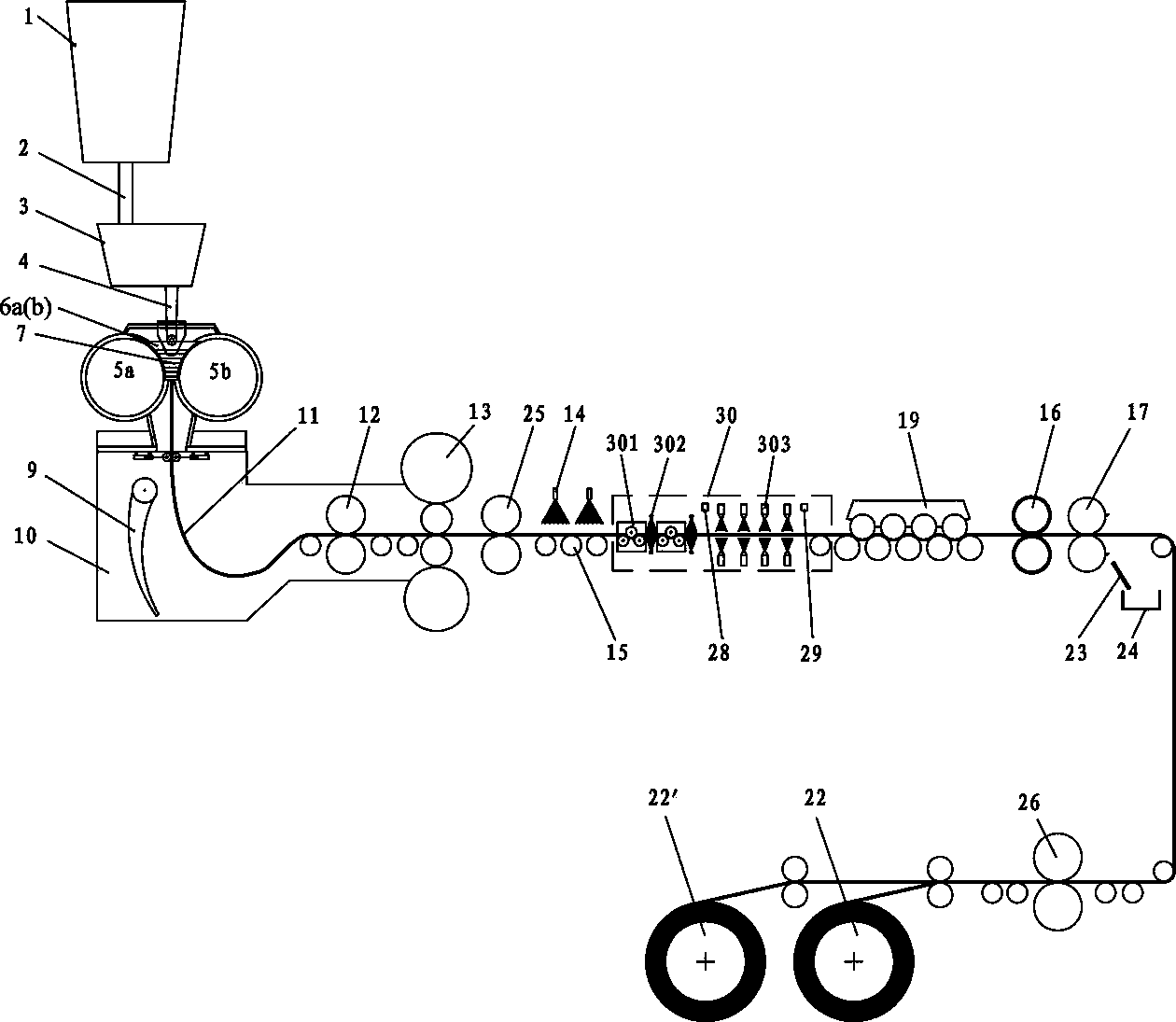
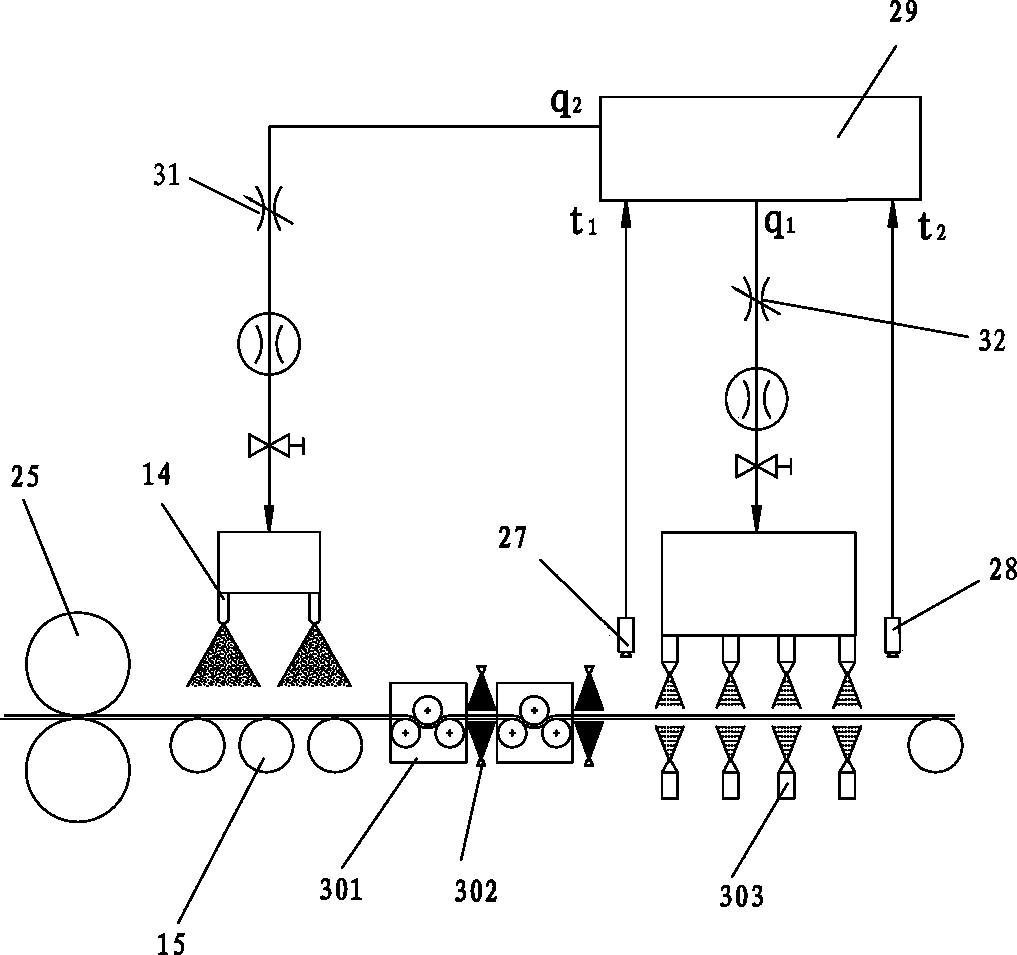
[0066]The cast strip is hot-rolled on-line into strip steel with a thickness of 1.2mm. The temperature at the exit of the rolling is 1000°C, and then undergoes atomization cooling, anti-oxidation enhanced cooling and dephosphorization processes for segmental cooling, dephosphorization, and straightening. For coiling, the cooling rate of atomization cooling is 50°C / s; the cooling rate of anti-oxidation enhanced cooling and dephosphorization process is 110°C / s, the mixing high pressure of gas and dry ice is 5MPa, and the mixing r...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More