

Automatically continuously variable transmission (CVT) V-shaped belt pulley axle finish-forging and plastic- molding process
An automatic transmission, plastic forming technology, applied in the field of CVT transmission V-belt pulley
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
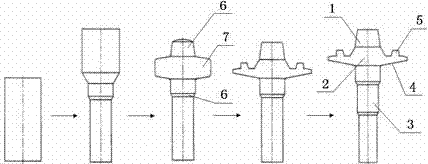
[0018] Its plastic forming process includes the following steps: ① Warm forging plastic forming: including a, material cutting: cutting metal bars with a circular saw; Surface chamfering, shot blasting: put the billet into the shot blasting machine for surface sandblasting; c, coating: heat the above metal bar to 150-200 ° C, soak in thin graphite, and carry out surface coating; d, normalize after heating Extrusion: Heat the above-mentioned coated billet to 800-900°C and put it into the die, extrude the upper end surface of the billet, so that the rod becomes a three-section cylindrical rod with different diameters and lengths and The transition section between them; e. Upsetting extrusion: Put the billet that has been extruded into the upsetting die immediately, and in the closed mold cavity, perform upsetting extrusion on the billet to form a double-ended rod Part 6 and middle disc part 7; f. Preforming positive extrusion: In the closed mold cavity, the billet is extruded to...
Embodiment 2
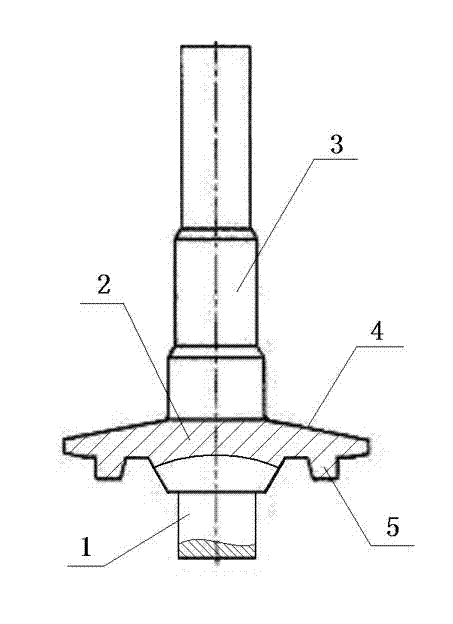
[0022] Embodiment 3: A CVT automatic transmission V-shaped pulley shaft precision forging plastic forming process, the production steps are the same as in Embodiment 1, the difference is that the input end 1 is a circular platform connected to a cylindrical structure.
Embodiment 3
[0023] The embodiment is only for the convenience of understanding the technical solution of the present invention, and does not constitute a limitation to the protection scope of the present invention. Any simple modification, equivalent change and Modifications still fall within the protection scope of the present invention.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More