

Fluidized bed reactor
A fluidized bed reactor and gas-liquid distributor technology, applied in chemical instruments and methods, chemical/physical processes, etc., can solve the problems of lowering product quality, equipment shutdown, and low operating flexibility, reducing thermal cracking reactions, improving The effect of utilizing efficiency and avoiding coking
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
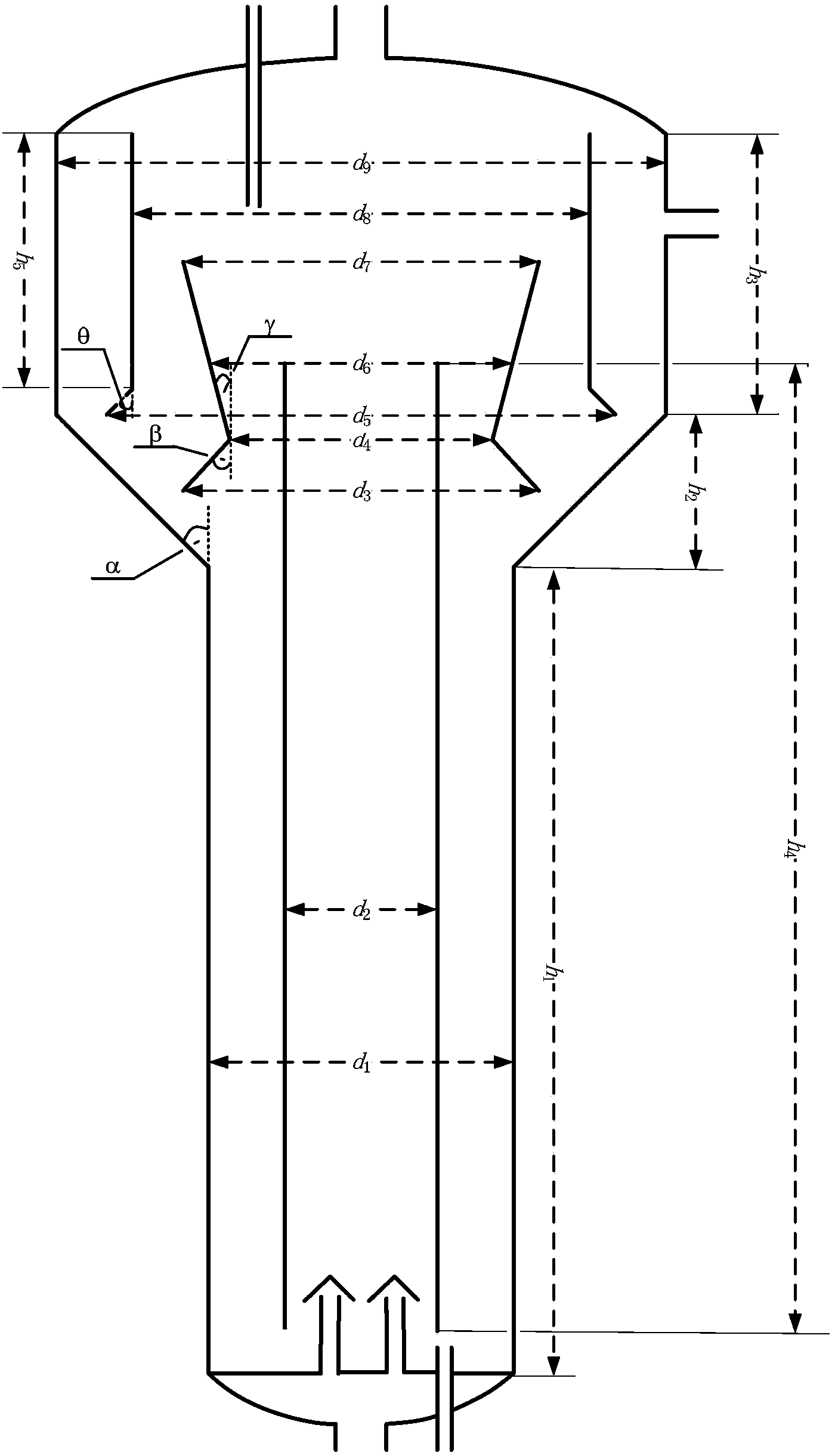
[0067] The specific dimensions of the ebullated bed reactor used in this example are shown in Table 1 below.
[0068] The solid catalyst is a spherical catalyst with a particle size of 0.2-0.3 mm. The catalyst loading is 55% of the effective volume of the reactor. The liquid phase uses straight-run kerosene, and the volume space velocity is 0.25-3h -1 . Nitrogen is used in the gas phase, and the gas-oil volume ratio is 20-150.
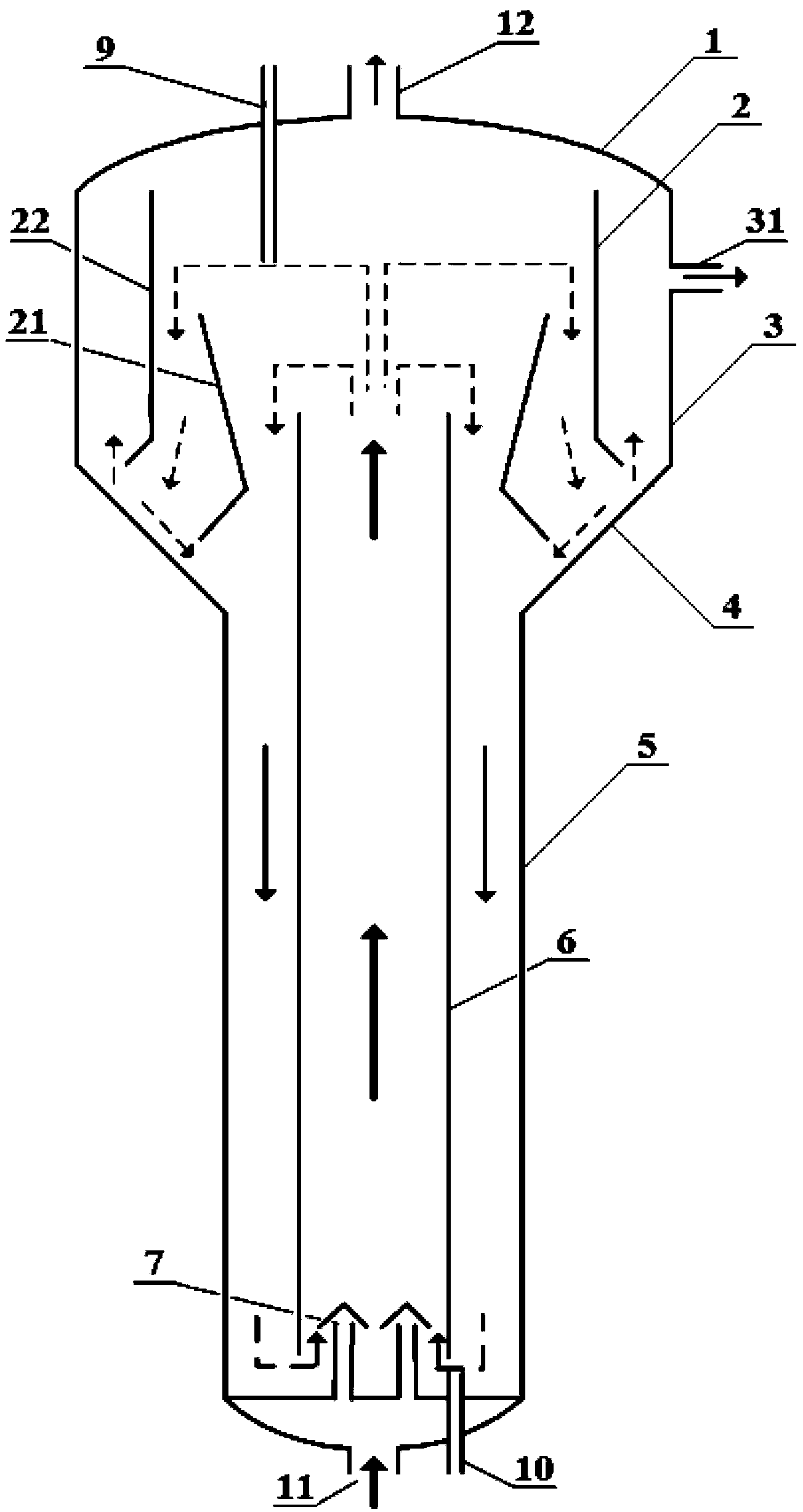
[0069] The detection of the liquid discharged through the liquid discharge port 31 revealed that the carried-over amount of the solid catalyst was 2.1 μg / g, which shows that the carried-over amount of the catalyst is extremely low.
[0070] Moreover, it is found through observation that there is also sufficient circulating gas in the downcomer (that is, the annular tube area formed by the inner tube 6 and the straight tube section 5), and the fluidization state of the solid catalyst is good.
[0071] Table 1
[0072] code name
Embodiment 2
[0074] The specific dimensions of the ebullated bed reactor used in this example are shown in Table 2 below.
[0075] The solid catalyst is a spherical catalyst with a particle size of 0.5-0.6 mm. The catalyst loading is 45% of the effective volume of the reactor. The liquid phase uses straight-run kerosene, and the volume space velocity is 0.25-3h -1 . Nitrogen is used in the gas phase, and the gas-oil volume ratio is 20-150.
[0076] The detection of the liquid discharged through the liquid discharge port 31 revealed that the carried-over amount of the solid catalyst was 1.6 μg / g, which shows that the carried-over amount of the catalyst is extremely low.
[0077] Moreover, it is found through observation that there is also sufficient circulating gas in the downcomer (that is, the annular tube area formed by the inner tube 6 and the straight tube section 5), and the fluidization state of the solid catalyst is good.
[0078] Table 2
[0079] code name
[0080] I...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More