

Y-shaped power divider manufacturing technology
A manufacturing process and power divider technology, which is applied in the field of Y-type power divider manufacturing process, can solve the problems of reduced anti-corrosion performance of the power divider, difficult to guarantee the dimensional accuracy of the cavity, and large influence of telecommunication parameters, and achieves improved dimensional accuracy and Product quality, ensuring dimensional consistency and accuracy, and ensuring the effect of cavity dimensional accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0052] The technical solution of the present invention will be further described in detail below in conjunction with the accompanying drawings, but the protection scope of the present invention is not limited to the following description.
[0053] A manufacturing process for a Y-shaped power divider, including a processing step for an upper cover plate, a processing step for a lower cavity, and a vacuum brazing forming step:
[0054] The described upper cover plate processing step comprises the following sub-steps:
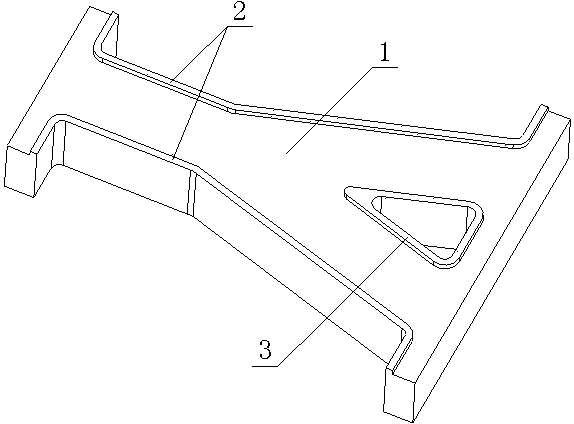
[0055] S11: Material preparation: Cut the raw materials into the shape of the upper cover according to the product design size, such as figure 1 As shown, including the upper cover body 1, the edge boss 2 and the Y branch groove convex stop 3, reserve 3~5mm machining allowance and 3~5mm thickness allowance;
[0056] S12: CNC rough milling: Use CNC milling machine to complete the rough milling of the upper cover, leaving a margin of 2~3mm on one side;
[0057] S1...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More