

Infrared vision sensing detection method and device for narrow-gap weld seam deviation
A technology of infrared vision sensing and welding seam deviation, which is applied in measuring devices, optical devices, welding equipment, etc., can solve the problems of low welding seam deviation sensing detection accuracy, narrow application range, and poor engineering practicability. Achieve the effect of improving weld deviation detection accuracy, improving real-time performance, and improving environmental adaptability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0067] Example 1 (Take shaking arc DC welding as an example)
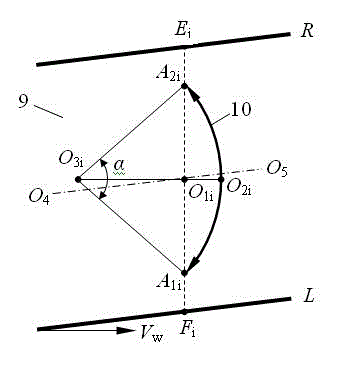
[0068] Picture 11 This is an example diagram of the extraction effect of the position information of the wire axis during DC welding. The test conditions include: the digital CMOS infrared camera 11 works in the external trigger mode, its camera angle is 25°, the aperture is 16, the exposure time is 2ms; the center wavelength of the narrow band filter is 970nm, the bandwidth is 25nm, and the transmittance of the neutral light-reducing film is 10 %; DC welding in flat position, arc current is 280A, arc voltage is 29V, welding speed is V w =20.3cm / min, the dry elongation of the welding wire is 18mm, the diameter of the welding wire is 1.2mm, the welding shielding gas Ar+20%CO 2 The flow rate is 30L / min, and the welding groove gap of type I low carbon steel is 13mm; Picture 11 At the corresponding moment, the welding torch is offset to the left (or the welding seam to the right) 0.5mm; the arc shaking frequency is 2.5Hz...
Embodiment 2
[0073] Example 2 (Take shaking arc pulse welding as an example)
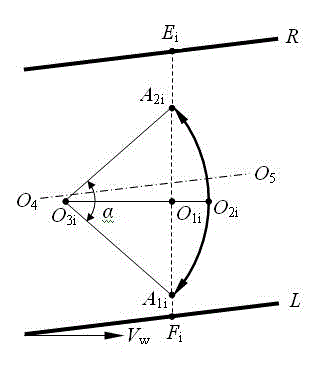
[0074] Figure 13 This is an example diagram of the effect of extracting the position information of the wire axis during pulse welding. The test conditions include: the transmittance of the neutral dimmer sheet is 30%, the digital infrared CMOS camera works in the external trigger mode, the pulse MAG arc welding is adopted, and the average welding current Is 280A, the average arc voltage is 29V, the welding torch is offset to the right (or the weld is to the left) 0.6mm, and the other test conditions are the same as Picture 11 The conditions involved are the same.
[0075] When the arc swings closer to the side wall of the groove, the arc stays at the left side wall of the groove, signal P L Or stay signal P on the right side wall of the groove R Valid, once the arc current sensor 13 detects the first base value period current signal i of pulse arc 1 b When it comes, the infrared camera 11 is immediately triggered t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More