

Surfacing welding method for abraded large roll shaft
A roll shaft, large-scale technology, applied in the direction of welding medium, welding equipment, welding equipment, etc., can solve the problems of local strength change roll wear, failure to achieve the original performance, uneven roll hardness, etc., to achieve suitable welding current, chemical The composition and performance are uniform, and the effect of fewer defects in the surfacing layer
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032]Below in conjunction with accompanying drawing, the present invention is described in detail.
[0033] In order to make the object, technical solution and advantages of the invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
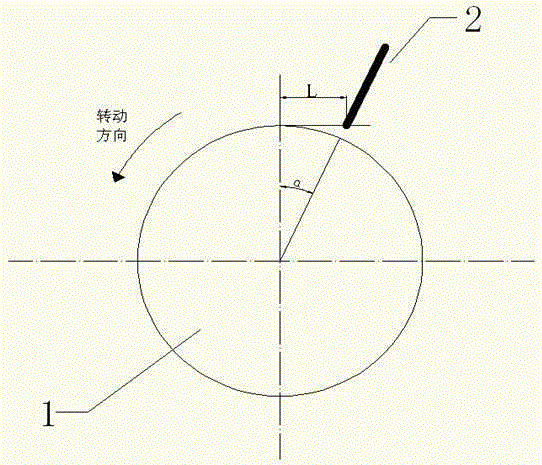
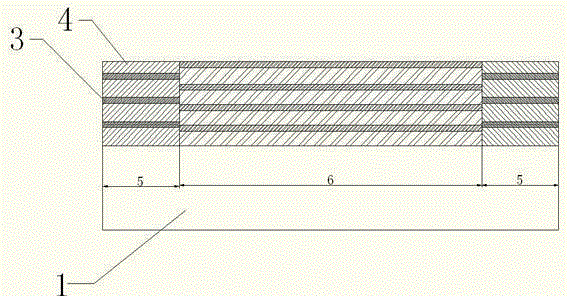
[0034] An embodiment of the present invention, such as figure 1 As shown, 1 is the roller axis, 2 is the welding wire, α is the forward inclination angle, the angle is 6°, L is the distance between the welding wire and the highest point of the roller axis, and the size is 25mm, 3 is the welding bead, and 4 is the overlap between the welding bead Part 5 is surfacing welding at the end of the roller shaft, and 6 is surfacing welding at the middle part of the roller shaft. The steps of the surfacing welding ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More