Two-pass continuous drawing method for producing cold-drawn steel pipe
A cold-drawn steel pipe and secondary cooling technology, which is used in the field of two-pass continuous drawing to produce cold-drawn steel pipes, can solve the problem of errors in the setting value of wall thickness reduction, small reduction in outer diameter and wall thickness, and influence on product qualification rate, etc. problems, to achieve the effect of reducing uneven wall thickness, reducing heat treatment costs, and reducing the probability of defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
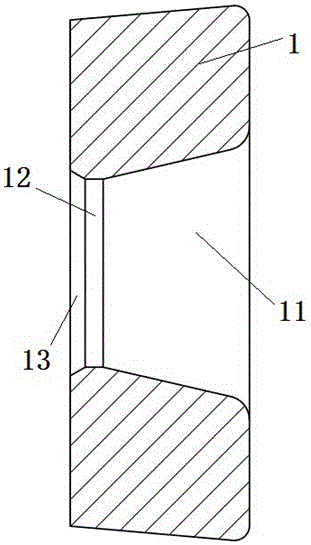
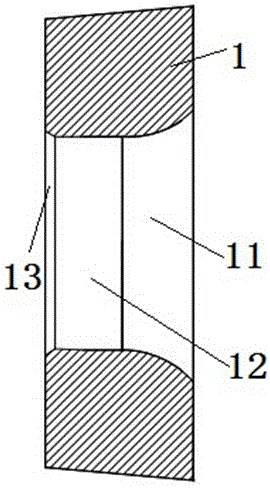
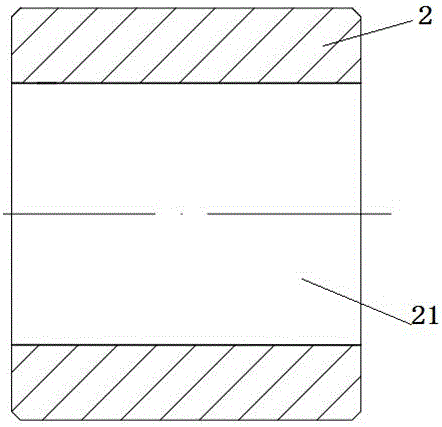
Image

Examples
Embodiment 1
[0062] Using steel grade 20G, specification Ф76×5.3mm pipe billet as raw material, use the above method to produce 10 cold-drawn steel pipes with steel grade 20G and finished product specification Ф51×5mm:
[0063] 1) Pretreatment: Drill and start the tube blank to obtain the pretreated waste tube;
[0064] 2) Pickling: Put the pretreated waste pipe obtained in step 1) into the pickling tank for pickling until there is no iron scale on the pretreated waste pipe; then wash it with water for 2 to 3 times to remove the residual pickling solution , to get the pickling barren pipe. The pickling solution is a sulfuric acid solution with a mass fraction of 17-20%, and the temperature is 45-60°C, and a corrosion inhibitor is added to prevent excessive pickling.
[0065] 3) Phosphating: Put the above acid-washed waste tubes in a phosphating tank for 20-35 minutes to phosphate, so that a phosphating film is formed on the surface, and then wash 2-3 times with clean water to obtain phosp...
Embodiment 2
[0080]Using steel grade 20G, specification Ф76×6.3mm tube billet as raw material, use the above method to produce 10 cold-drawn steel pipes with steel grade 20G and finished product specification Ф51×6mm:
[0081] 1) Pretreatment: Drill and start the tube blank to obtain the pretreated waste tube;
[0082] 2) Pickling: Put the pretreated waste pipe obtained in step 1) into the pickling tank for pickling until there is no iron scale on the pretreated waste pipe; then wash it with water for 2 to 3 times to remove the residual pickling solution , to get the pickling barren pipe. The pickling solution is a sulfuric acid solution with a mass fraction of 17-20%, and the temperature is 45-60°C, and a corrosion inhibitor is added to prevent excessive pickling.
[0083] 3) Phosphating: Put the above acid-washed waste pipes in a phosphating pool for 20-35 minutes to form a phosphating film on the surface, and then wash them with water for 2-3 times to obtain phosphating waste pipes; T...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com