

A Welding Process for Dissimilar Steel Joints between Low-Activation Martensitic Steel and 316l Stainless Steel
A martensitic steel, welding process technology, applied in welding equipment, welding accessories, welding/welding/cutting items, etc., can solve the problems of reducing the service performance of dissimilar steel joints, reducing joint performance, and high energy input, and achieving improved Welding efficiency, reduced line energy, good reliability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
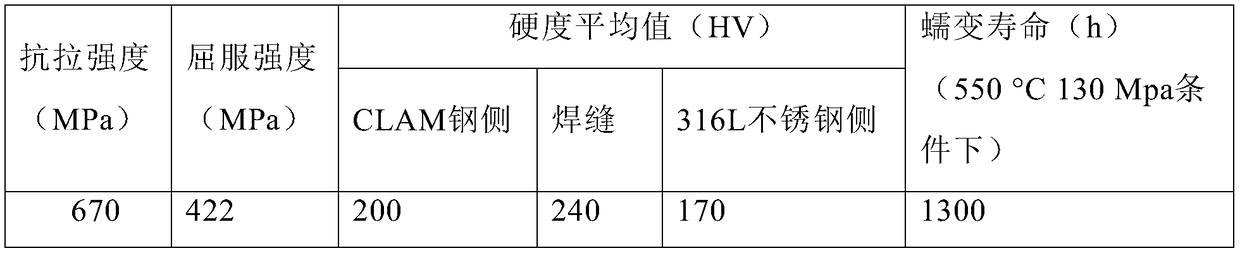
[0017] A welding process for CLAM steel and 316L stainless steel dissimilar steel joints, the preparation process of the test plate to be welded before welding, the groove form V-shaped groove angle α=60℃, and the groove bottom gap is 2mm. Welding process and process parameters: the bottom welding layer adopts ER309 welding wire with a diameter of 0.8mm, the current range is 65A, the voltage range is 12V, the welding speed range is 55mm / min, and the argon flow range on the front of the weld bead is 7L / min; the filling layer adopts a diameter of 0.8 mm ER309 welding wire, current range 85A, voltage range 12V, welding speed range 70mm / min, front argon flow range of the weld bead 6L / min; cover welding layer adopts 0.8mm diameter ER309 welding wire, current range 95A, voltage range 12V , The welding speed range is 70mm / min, and the argon gas flow range on the front of the welding bead is 6L / min. During the whole welding process, the argon gas flow on the back of the weld bead is 10...
Embodiment 2
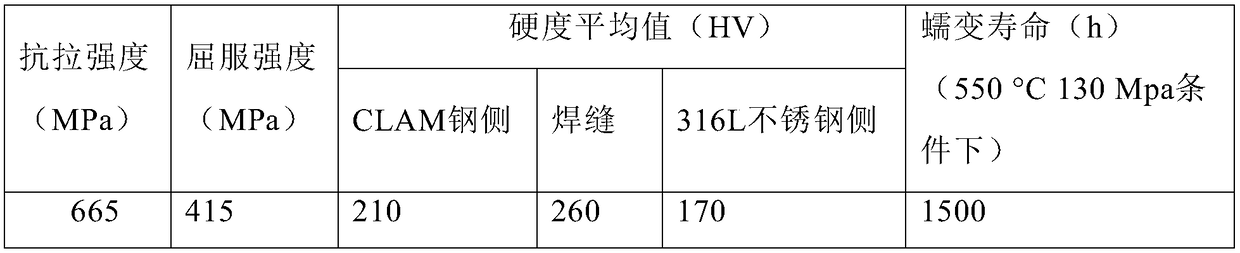
[0042] A welding process of CLAM steel and 316L stainless steel dissimilar steel joints, the preparation process of the test plate to be welded before welding, the groove form V-shaped groove angle α=65℃, and the groove bottom gap is 2mm. Welding procedure and process parameters: The bottom welding layer adopts ER309 welding wire with a diameter of 1.0mm, the current range is 75A, the voltage range is 13V, the welding speed range is 65mm / min, and the argon flow range on the front side of the welding bead is 7L / min; the filling welding layer adopts a diameter of 1.0 mm ER309 welding wire, current range 90A, voltage range 14V, welding speed range 70mm / min, front argon flow range of the weld bead 6L / min; cover welding layer adopts 1.0mm diameter ER309 welding wire, current range 100A, voltage range 15V , The welding speed range is 80mm / min, and the argon flow range on the front of the welding bead is 6L / min. During the whole welding process, the argon gas flow on the back of the w...
Embodiment 3
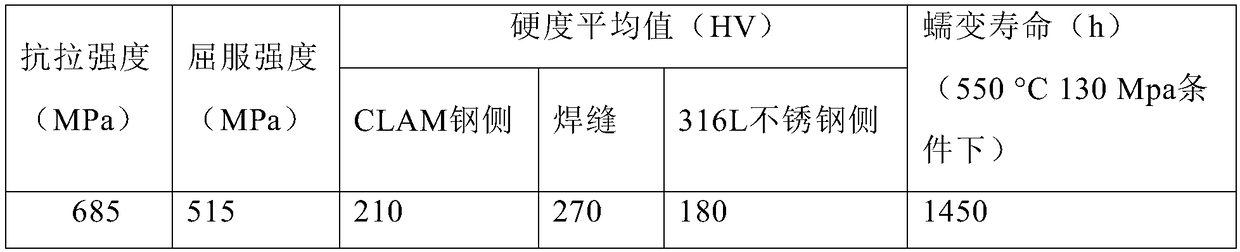
[0048] A welding process of CLAM steel and 316L stainless steel dissimilar steel joints, the preparation process of the test plate to be welded before welding, the groove form V-shaped groove angle α=65℃, and the groove bottom gap is 2mm. Welding procedure and process parameters: The bottom welding layer adopts ER309 welding wire with a diameter of 1.2mm, the current range is 85A, the voltage range is 13V, the welding speed range is 70mm / min, and the argon flow range on the front side of the weld bead is 7L / min; the filling layer adopts a diameter of 1.2 mm ER309 welding wire, current range 90A, voltage range 14V, welding speed range 70mm / min, front argon flow range of the weld bead 6L / min; cover welding layer adopts 1.2mm diameter ER309 welding wire, current range 105A, voltage range 15V , The welding speed range is 80mm / min, and the argon flow range on the front of the welding bead is 6L / min. During the whole welding process, the argon gas flow on the back of the weld bead is...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More