

High-conductivity iron-silicon-aluminum magnetic powder core and preparation method thereof
An iron-silicon-aluminum and magnetic powder core technology is applied in the field of iron-silicon-aluminum magnetic powder core and its preparation, which can solve the problems of unbalanced efficiency, increase in reactive power consumption, damage of switching devices, etc. The effect of increasing and reducing switching losses
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
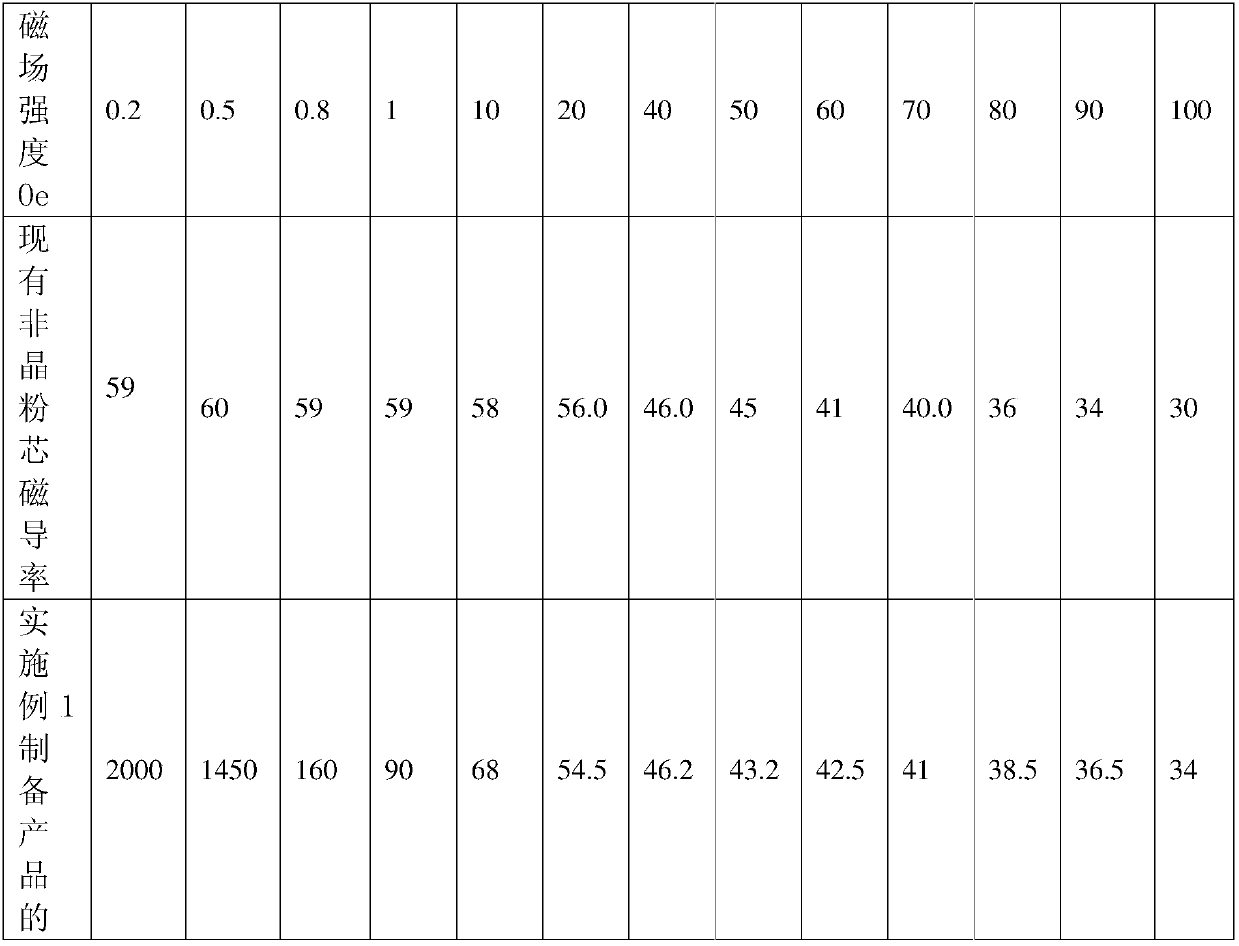
[0023] A high-conductivity iron-silicon-aluminum magnetic powder core of the present invention is made by mixing iron-silicon-aluminum alloy powder particles with metal soft tape materials, and the preparation method steps are as follows:
[0024] 1) Dehumidification and coating treatment of iron-silicon-aluminum alloy powder particles. First, dehumidify the iron-silicon-aluminum alloy powder particles with a particle size of -100 to -500 mesh with a dehumidifier, and then mix them with an insulating coating agent to control the mixing temperature The temperature is 15-130°C, and the mixing treatment time is 5-80 minutes, which is used to process the iron-silicon-aluminum alloy powder particles;
[0025] 2) Heat treatment of the metal soft magnetic tape winding core material, soak the metal tape with a thickness of 15-500 microns in sodium silicate or potassium silicate solution, and then heat-preserve and cure at a temperature of 50°C-200°C, Cooling, winding magnetic core mat...
Embodiment 1
[0036] 1) Put -150-mesh Fe-Si-Al powder with a weight of 23.5 grams into a mixture of 1% phosphoric acid + 1% sodium silicate solution for 10 minutes, and then bake it at 100°C for 20 minutes; 2 ) The iron-based amorphous (national standard 1k101) metal winding magnetic core (the size is OD23mm*ID20mm*HT6.5mm) with a thickness of 25 microns is soaked in 3% sodium silicate for 5 minutes, and then soaked with 200 ℃ bake for 50 minutes. 3) Put 12g of processed sendust powder into the mold cavity of OD26.9mm*ID14.7mm*HT11.2mm; 4) Put the metal winding magnetic core prepared in the second step of this embodiment into 5) Put the remaining 11.5 grams of sendust powder into it. 6) When the pressure reaches 21T / cm2, keep it for 10 seconds, and eject the mold. 7) The pressure-molded magnetic powder core is pretreated by heating at 200° C. for 50 minutes under a vacuum degree of 0.08 Pa. 8) Under the same vacuum conditions, raise the temperature to 420°C for 60 minutes, take it out wi...
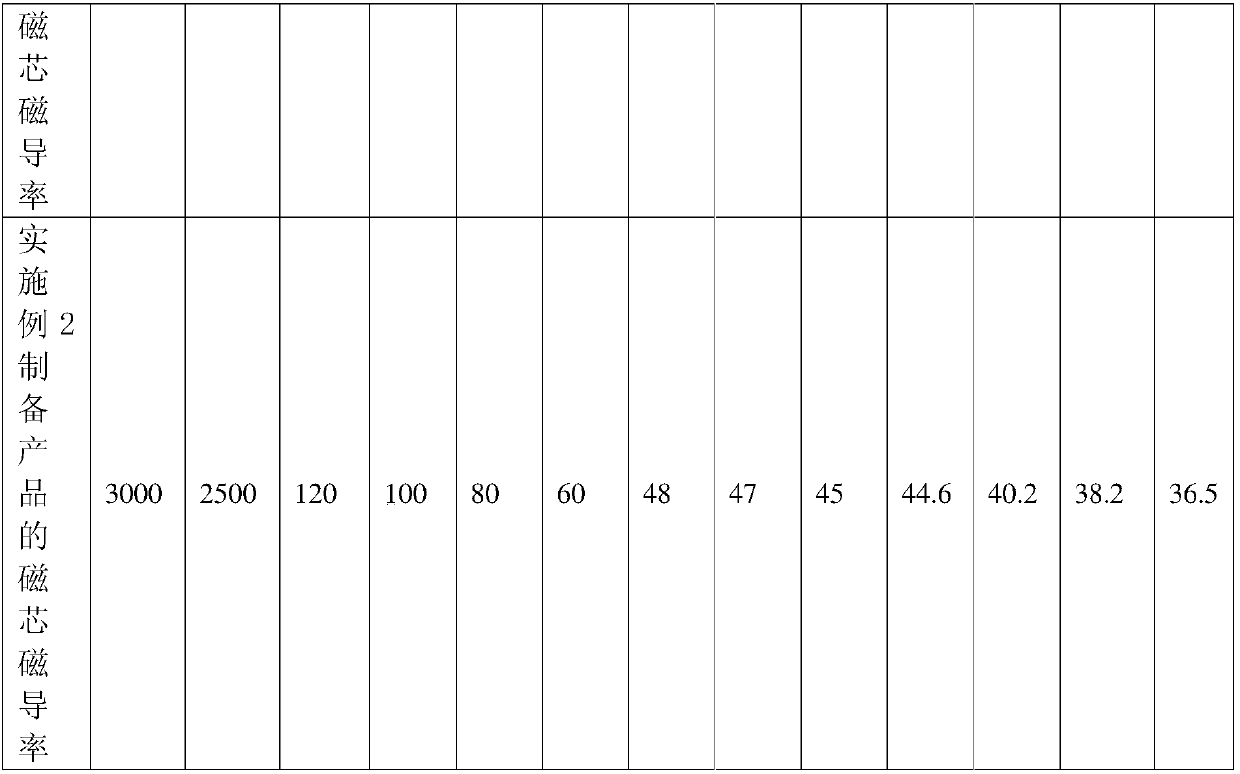
Embodiment 2
[0038] The specific embodiment of this implementation is identical with embodiment 1 and above-mentioned description except that all the other are described below;
[0039] 1) Put -250 mesh FeSiAl powder with a weight of 40 grams into a solution composed of 0.8 g of tetraethyl orthosilicate and 0.8 g of zinc stearate, soak and heat to 80 ° C for 20 minutes; 2) Iron-nickel alloy strips with a thickness of 50 microns, the model is national standard 1j79, wound magnetic cores, the size of which is OD30mm*ID24mm*HT10mm, soaked in sodium silicate with a mass concentration of about 1% for 5 minutes, and then Bake at 300°C for 30 minutes. 3) Put 20 g of processed sendust powder into the mold cavity of OD40mm*ID15mm*HT14mm; 4) Put the metal winding magnetic core prepared in the second step of this embodiment into the mold cavity. 5) Then put the remaining 20 grams of nanocrystalline alloy powder into it; 6) The pressure reaches 18T / cm 2 Keep it for 15 seconds, and eject the mold. 7...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More