

Machining technology for internal gear of precision planetary reducer with small tooth difference
A planetary reducer and processing technology, applied in the direction of belts/chains/gears, gear teeth, components with teeth, etc., can solve the problem of no research results reported on internal gears, reduce the cost of the whole machine, and improve the surface hardness , The effect of reducing the number of parts
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] 1) Forging: The material is low-carbon high-quality alloy steel, and the blank is forged by die forging;
[0032] 2) Isothermal normalizing, the hardness of isothermal normalizing is HB160-190;
[0033] 3) Rough turning: the outer circle of the rough turning blank, the left and right end faces are flat, leaving a process allowance of 0.5mm to ensure the processing size; Axis, perpendicularity to the end face;
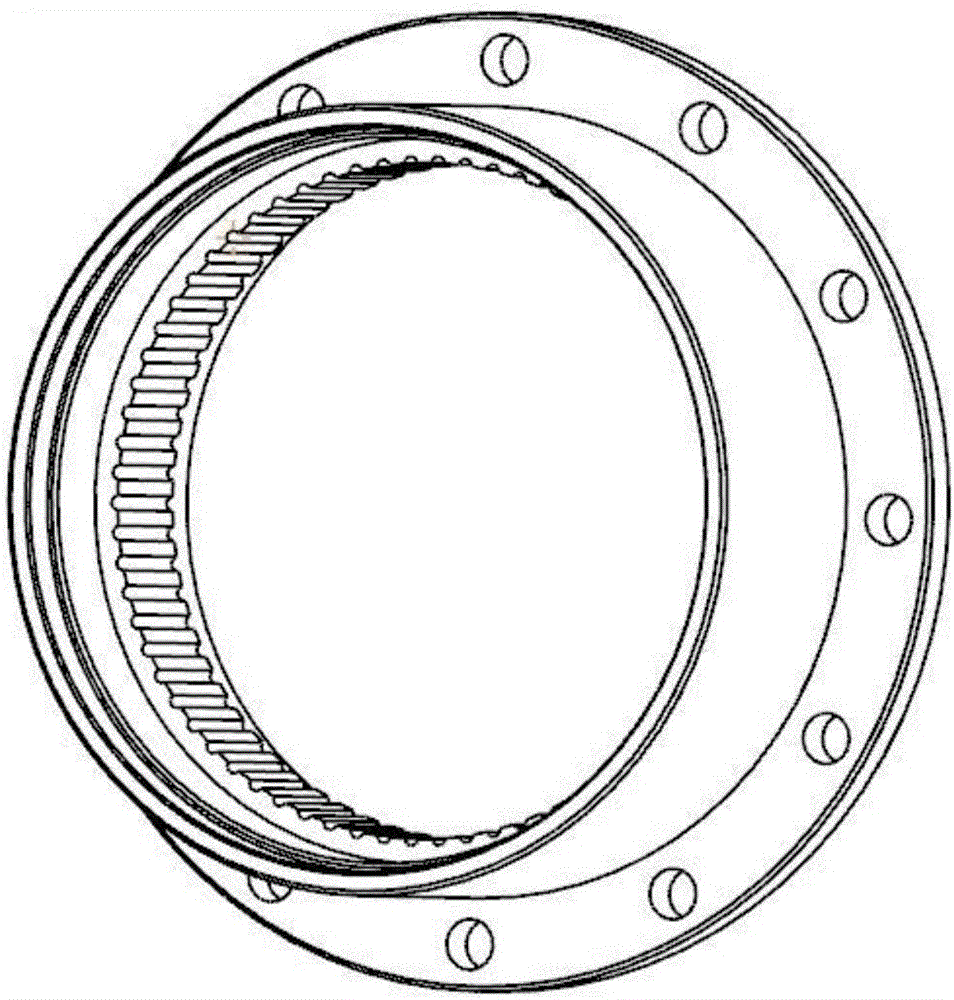
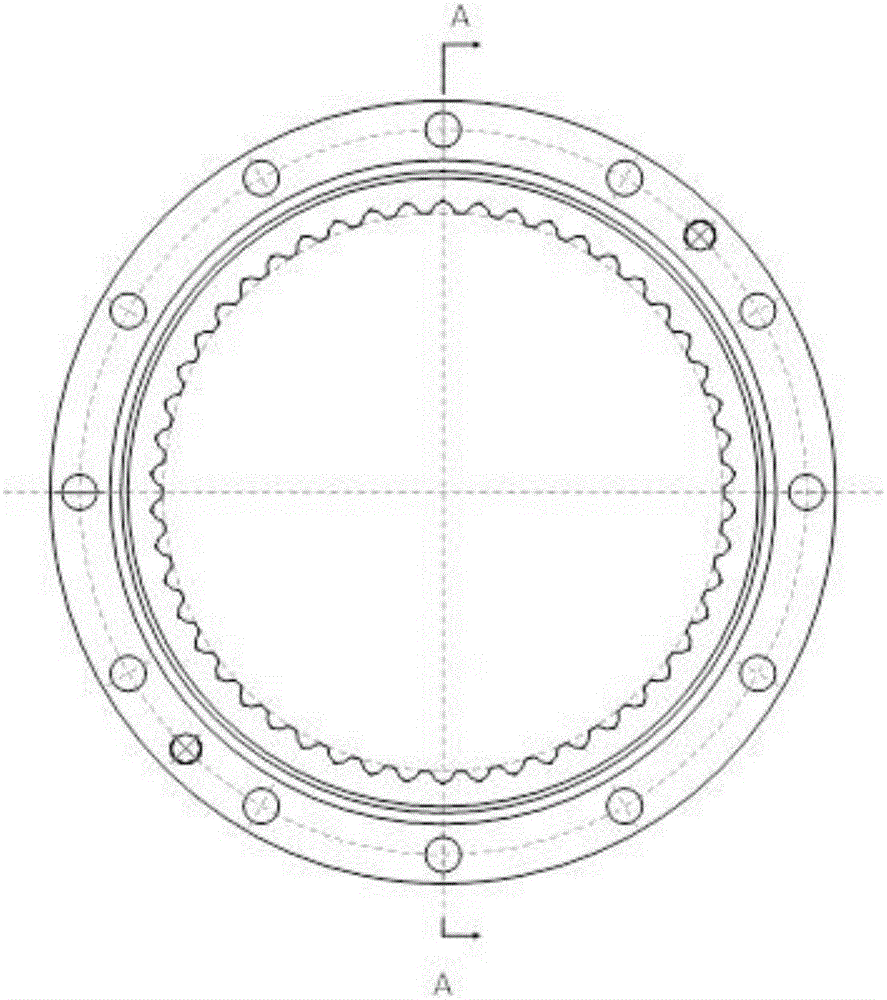
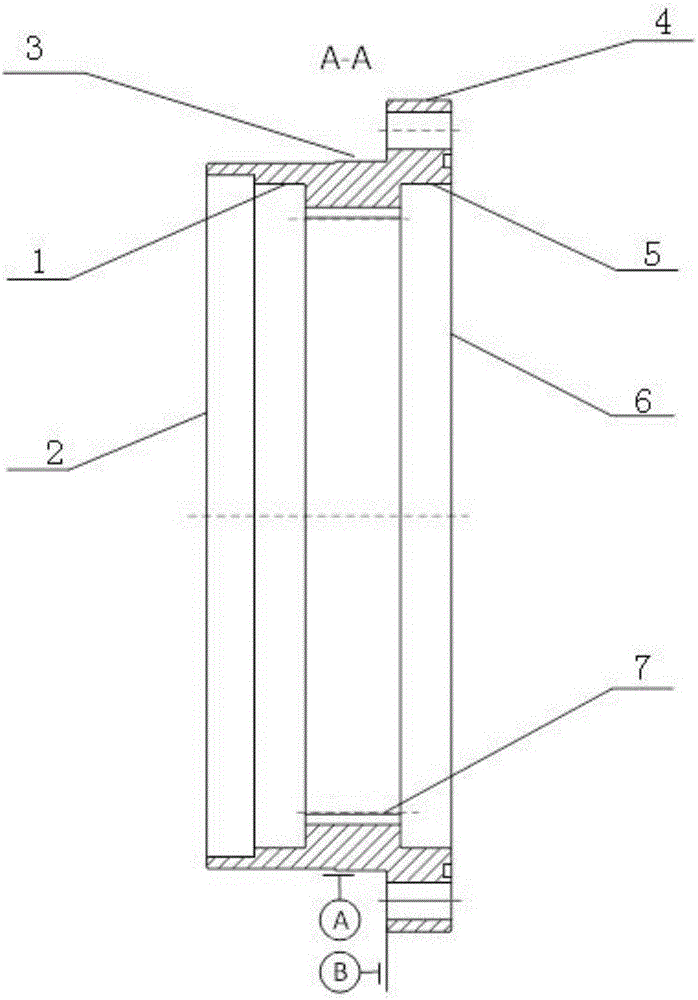
[0034] 4) Shaping: Based on the bearing raceway 5, use a special slotting tool to process the arc-shaped containment groove 7 of the internal gear, leaving a margin of 0.5mm;
[0035] 5) Heat treatment: Carburize and quench the raceways 1 and 5 and the inner gear arc containment groove 7, the depth of the carburized layer is 1-1.2mm, the surface hardness is HRC58-62, and the rest of the parts are treated with anti-seepage;
[0036] 6) Coarse grinding: with A as the reference, coarsely grind the right end face 6, the outer circle 4 and the bearing raceway 5 to e...
Embodiment 2
[0043] 1) Forging: The material is high-strength medium carbon steel, and the blank is forged by die forging;
[0044] 2) Isothermal normalizing, the hardness of isothermal normalizing is HB160-190;
[0045] 3) Rough turning: the outer circle of the rough turning blank, the left and right end faces are flat, leaving a process allowance of 0.5mm to ensure the processing size; Axis, perpendicularity to the end face;
[0046] 4) Shaping: Based on the raceway 5, use a special slotting tool to process the arc-shaped containment groove 7 of the internal gear, leaving a margin of 0.5mm;
[0047] 5) Heat treatment: local high-frequency quenching treatment for raceways 1, 5 and inner gear arc containment groove 7;
[0048] 6) Coarse grinding: with A as the reference, coarsely grind the right end face 6, the outer circle 4 and the bearing raceway 5 to ensure the coaxiality between the outer circle 4 and the bearing raceway 5, and the perpendicularity between the end face 6 and the bea...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More