

Thin-wall barrel high-energy beam precise welding tool and welding method
A thin-walled cylinder and precision welding technology, which is applied in the direction of electron beam welding equipment, welding equipment, manufacturing tools, etc., can solve the problem of precision welding and manufacturing of thin-walled cylinders without good tooling, shortening of cylinder coaxiality changes, Accuracy control is very difficult and other problems, to achieve the effect of improving welding work efficiency, improving stability and precision of arc, and saving operation time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] The inner diameter is 300mm, the wall thickness is 1.5mm, and the length is 1200mm. The electron beam welding manufacturing method of the titanium alloy cylinder is as follows:
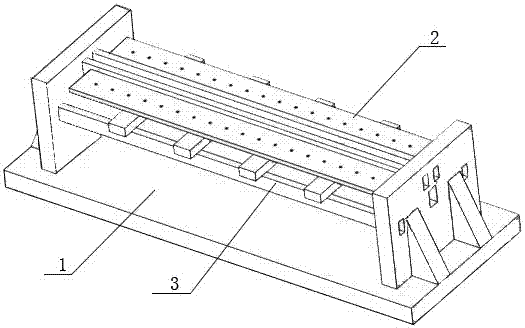
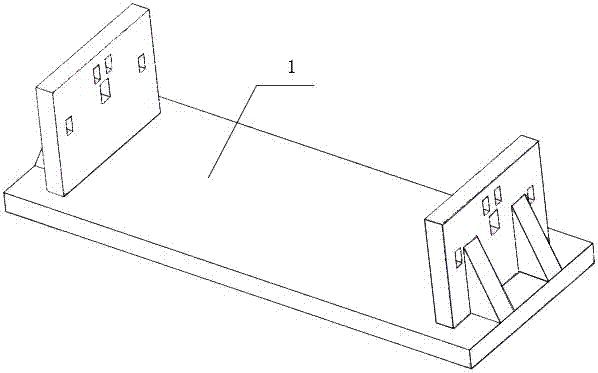
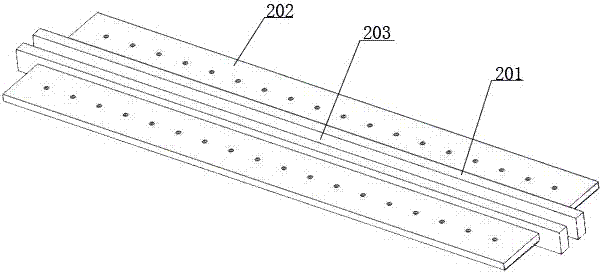
[0033] A welding method for high-energy beam precision welding tooling for thin-walled cylinders. The thin-walled cylinder to be welded is placed on the arc-shaped tooling on the back, and the cylinder is spot-welded after precision assembly, and the position to be welded is aligned with the center of the welding seam B Line setting, and then press the front arc-shaped tooling pressing device on the front arc-shaped fixed tooling, adjust the gap between the welds to be welded to be less than 0.1mm, and the amount of misalignment to be less than 0.1mm, leaving space on both sides of the weld to be welded. 3mm distance to ensure that the electron beam passes through well during the welding process, and then manually fix it through the screw on the front arc-shaped tooling pressing device or fix it...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More