

Method for improving bonding strength of plasma-sprayed Ni60A coating layer on surface of 6061 aluminum alloy
A technology of aluminum alloy surface and bonding strength, which is applied in the direction of metal material coating process, coating, fusion spraying, etc. Complicated preparation procedures and processes, unable to meet the requirements of the workpiece, etc., to achieve the effect of improved bonding strength and adhesion, improved coating bonding strength and microhardness, and fewer pores and cracks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
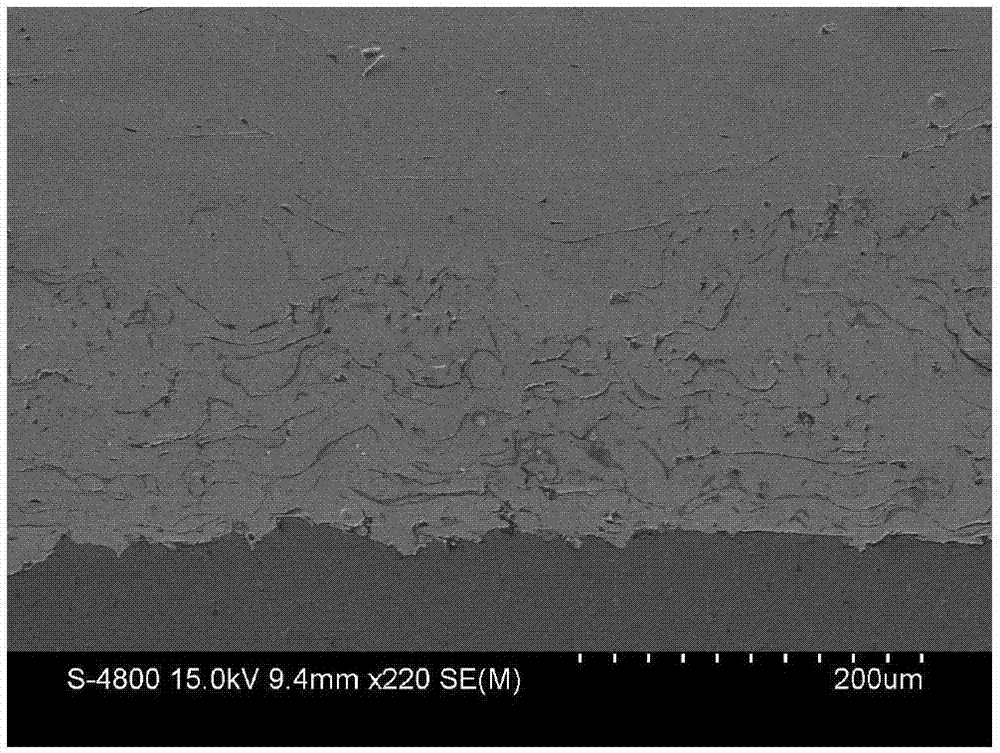
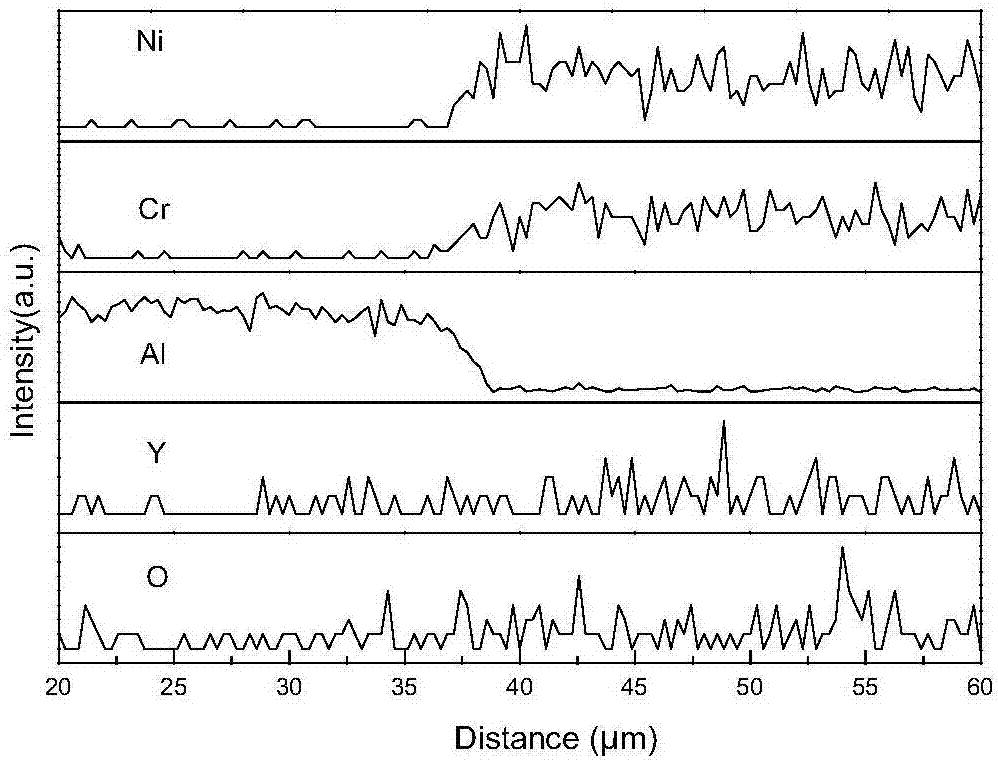
[0025] The preparation process of plasma sprayed Ni60A coating is divided into four stages: substrate surface pretreatment-plasma sprayed NiCrAlY bonding layer-plasma sprayed Ni60A working layer-coating vacuum heat treatment, the bonding layer is made of NiCrAlY composite powder, The thickness of the bonding layer is 100 μm, the working layer is a nickel-based alloy layer made of Ni60A composite powder, the thickness of the working layer is 300 μm, the heat treatment temperature is 150° C., and the holding time is 6 hours. Specific steps are as follows:
[0026] (1) Substrate surface pretreatment
[0027] Use sandpaper to grind the surface of the 6061 aluminum alloy substrate to remove the oxide film on the surface of the substrate until the surface roughness of the aluminum alloy after grinding is Ra<0.8, then rinse the surface of the substrate with alcohol to remove oil and other impurities. Finally, sand blasting equipment is used to roughen the surface of the substrate. ...
Embodiment 2
[0044] The preparation process of plasma sprayed Ni60A coating is divided into four stages: substrate surface pretreatment-plasma sprayed NiCrAlY bonding layer-plasma sprayed Ni60A working layer-coating vacuum heat treatment, the bonding layer is made of NiCrAlY composite powder, The thickness of the bonding layer is 100 μm, the working layer is a nickel-based alloy layer made of Ni60A composite powder, the thickness of the working layer is 300 μm, the heat treatment temperature is 200° C., and the holding time is 6 hours. Specific steps are as follows:
[0045] (1) Substrate surface pretreatment
[0046] Use sandpaper to grind the surface of the 6061 aluminum alloy substrate to remove the oxide film on the surface of the substrate until the surface roughness of the aluminum alloy after grinding is Ra<0.8, then rinse the surface of the substrate with alcohol to remove oil and other impurities. Finally, sand blasting equipment is used to roughen the surface of the substrate. ...
Embodiment 3
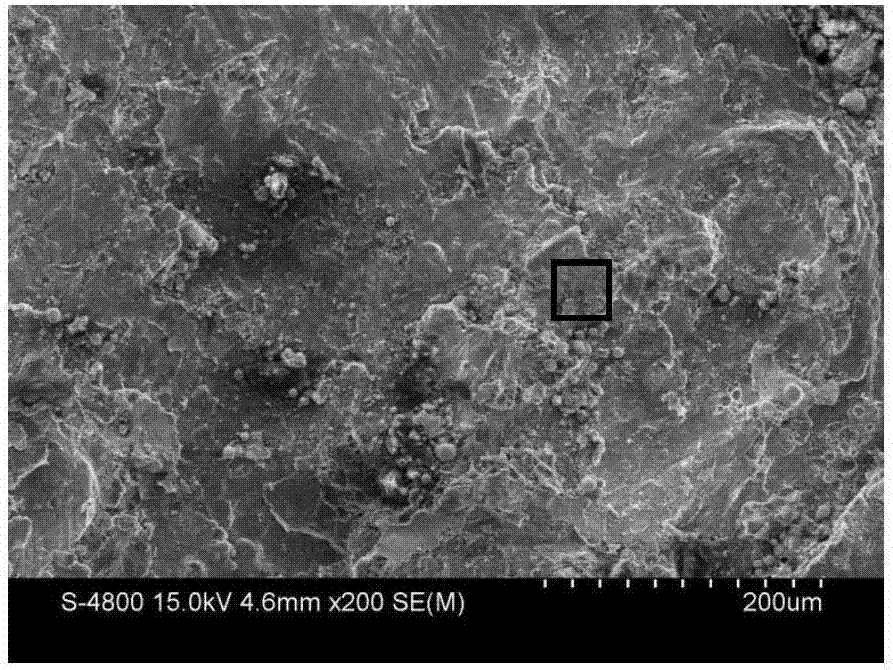
[0054] In this example, the bonding strength of the coatings prepared in Example 1 and Example 2 was tested by the bonding tensile method, and the tensile method was tested according to the standard of GB / T8642-2002 "Determination of Tensile Bonding Strength of Thermal Spray Coating". Adopt the acoustic emission detection method to test the adhesion of the NiCrAlY bonding layer prepared by embodiment 1 and embodiment 2 and the substrate, the acoustic emission method adopts the acoustic emission detection of the WS-2005 coating adhesion automatic scratch instrument, and the loading load is 200g , loading time 90s. The microhardness of the coatings prepared in Example 1 and Example 2 was tested with a microhardness tester, with a load of 100 g and a loading time of 15 s. The porosity of the coatings in Example 1 and Example 2 was calculated using a metallographic microscope and Image J2x porosity calculation software, and the test results are shown in Table 3.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More