

Manufacturing process for weldless total-prefabricated rollers
A manufacturing process and no weld seam technology, applied in the direction of machining/deformation, can solve problems such as poor weldability, difficult rework, poor weldability, etc., to ensure connection strength and or air tightness, saving Cost of tempering heat treatment, effect of saving tempering heat treatment man-hours
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] In order to make the technical means realized by the present invention, technical features, reach the purpose and be easy to understand in effect, further elaboration will be done below in conjunction with preferred implementation process steps:
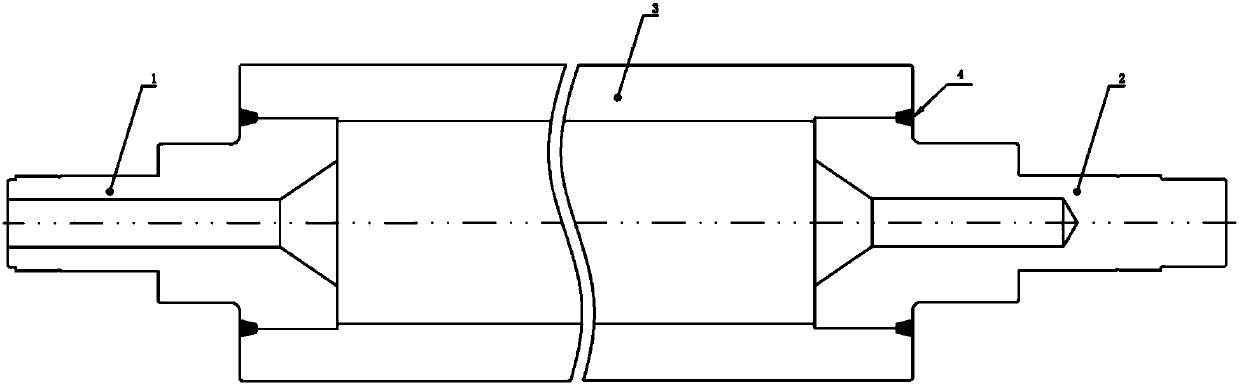
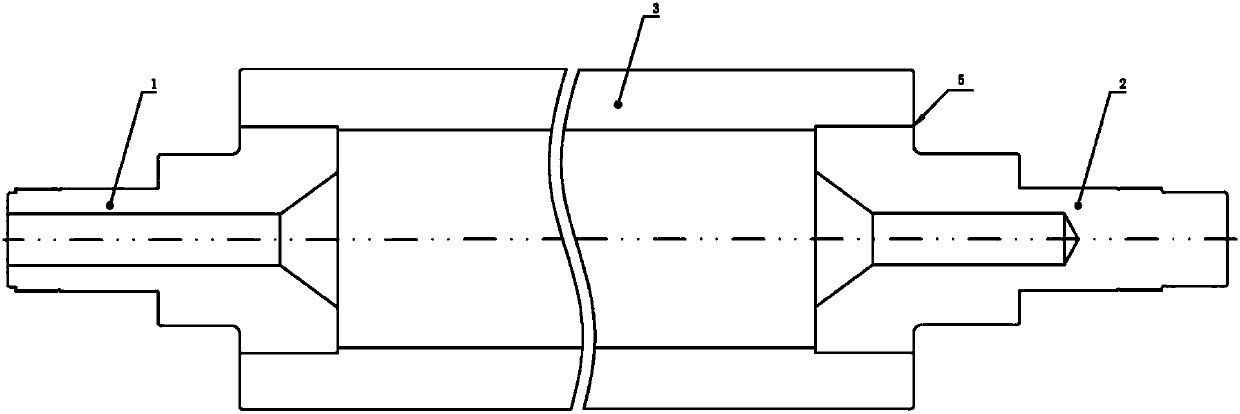
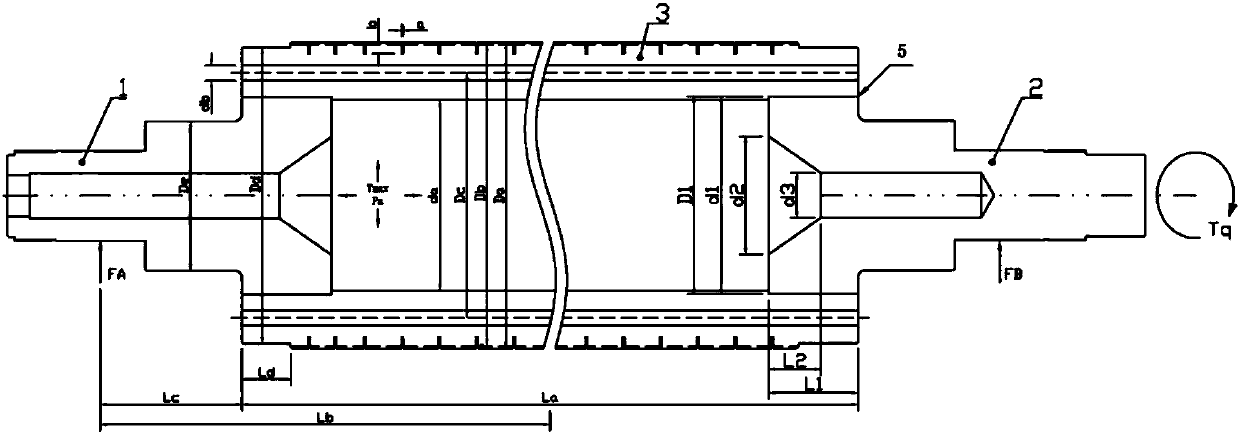
[0030] The first step, through a set of self-developed interactive computer programs, according to the functional structure dimensions Da, Db, Dc, Dd, De, da, db, a, b, La, Lb, Lc, Ld, etc. related to the roller, work Stress conditions FA, FB, Tq, etc., pressure Pa and maximum temperature Tmax of the medium in the cavity, etc., the respective performance conditions of the shaft head and roll body materials, and the dimensions of the shaft head and roll body D1, d1, d2, d3, L1, L2 and other parameters are used for design calculation and stress analysis, so that the bonding strength of the shaft head and the roller body after reliable interference assembly meets and guarantees the requirements for connection strength and / or air t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More