

Double-phase laminated structure steel plate and preparation method thereof
A stacking and organization technology, applied in the field of steel plate manufacturing, can solve the problem that steel cannot be combined at the same time, and achieve the effects of low sensitivity to cold cracks and hot cracks, simple technical route, high strength and toughness matching and wear resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
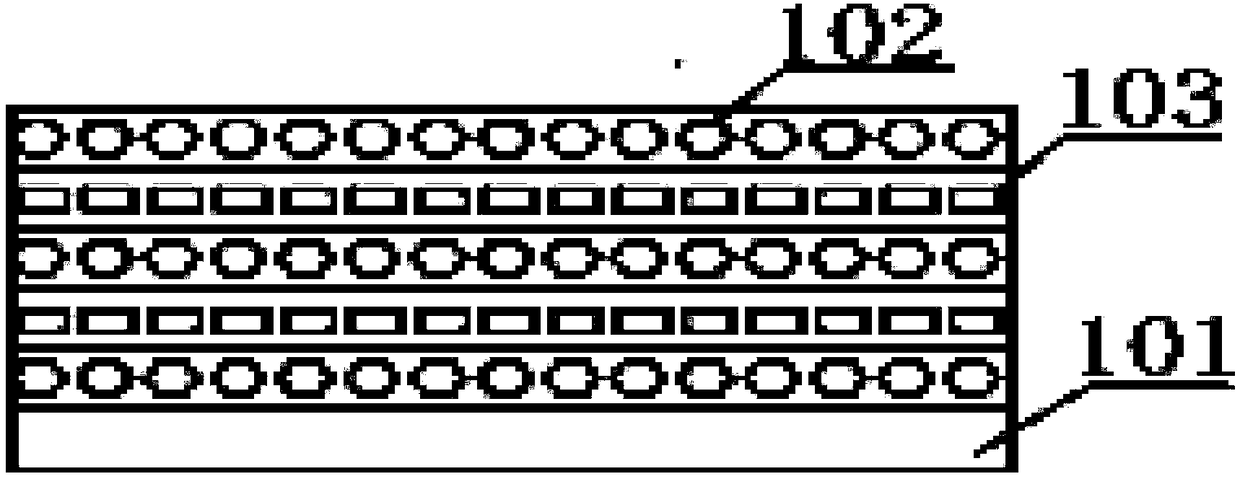
[0028] The preparation method of the dual-phase laminated structure steel plate of this embodiment includes:
[0029] (1) Use ferrite welding wire to surfacing a layer of ferrite layer with a certain height on one side of the low carbon steel substrate. The surfacing welding conditions are: wire feeding speed: 5mm / min, welding speed: 300mm / min, arc length Correction: 10, arc thrust: -2.5, distance between centers of each weld bead: 5mm, current: 140A, voltage: 14.3V, shielding gas flow: 25L / min.
[0030] (2) Using the same surfacing welding process parameters, a layer of martensitic layer is surfacing with martensitic stainless steel welding wire on the ferrite layer.
[0031] (3) Repeat the above operation, alternately stacking 6 times. The ferrite surfacing layer accounts for 65% of the entire surfacing layer, and the formed martensitic surfacing layer accounts for 35% of the entire surfacing layer.
[0032] (4) Roll the welded plate in a rolling mill, with a reduction of ...
Embodiment 2
[0035] The preparation method of the dual-phase laminated structure steel plate of this embodiment includes:
[0036] (1) Use ferrite welding wire to surfacing a layer of ferrite layer with a certain height on one side of the low carbon steel substrate. The surfacing welding conditions are: wire feeding speed: 5mm / min, welding speed: 250mm / min, arc length Correction: 10, arc thrust: -2.5, distance between centers of each weld bead: 5mm, current: 160A, voltage: 15V, shielding gas flow: 23L / min.
[0037] (2) Using the same surfacing welding process parameters, a layer of martensitic layer is surfacing with martensitic stainless steel welding wire on the ferrite layer.
[0038] (3) Repeat the above operation, alternately stacking 5 times. The ferrite surfacing layer accounts for 70% of the entire surfacing layer, and the formed martensitic surfacing layer accounts for 30% of the entire surfacing layer.
[0039] (4) Roll the welded plate in a rolling mill, the reduction in each ...
Embodiment 3
[0042] The preparation method of the dual-phase laminated structure steel plate of this embodiment includes:
[0043] (1) Use ferrite welding wire to surfacing a layer of ferrite layer with a certain height on one side of the low carbon steel substrate. The surfacing welding conditions are: wire feeding speed: 5mm / min, welding speed: 350mm / min, arc length Correction: 10, arc thrust: -2.5, distance between centers of each weld bead: 5mm, current: 120A, voltage: 10V, shielding gas flow: 20L / min.
[0044] (2) Using the same surfacing welding process parameters, a layer of martensitic layer is surfacing with martensitic stainless steel welding wire on the ferrite layer.
[0045] (3) Repeat the above operation, alternately stacking 5 times. The ferrite surfacing layer accounts for 60% of the entire surfacing layer, and the formed martensitic surfacing layer accounts for 40% of the entire surfacing layer.
[0046] (4) Roll the welded plate in a rolling mill, with a reduction of 1....
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More