

Reduction preparation method of copper-based elastic alloy thin strip
An elastic alloy and weight reduction technology, which is applied in the field of reduction preparation of copper-based elastic alloy thin strips, to achieve the effects of reducing cold rolling reduction, reducing costs, and simplifying the process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] Smelt copper alloy according to the designed composition to obtain copper alloy melt, its composition contains Ni 9%, Sn 6%, impurity ≤ 0.05%, and the rest is Cu;
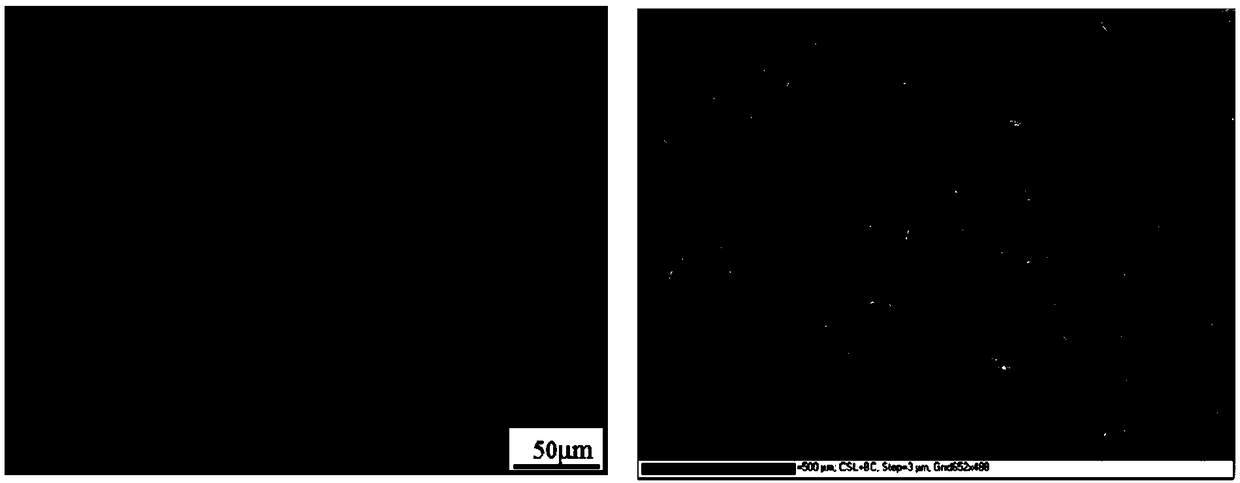
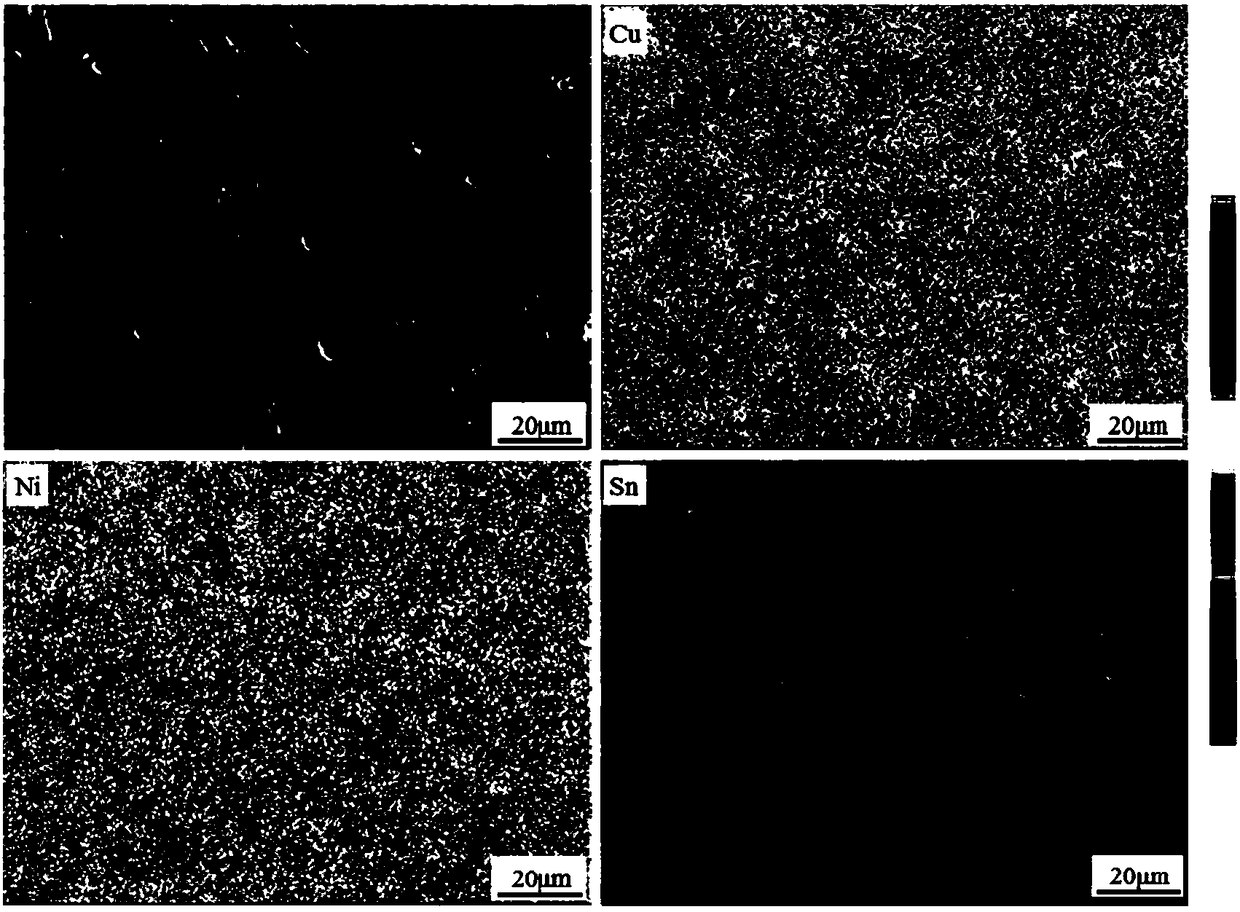
[0027] The copper alloy melt enters the tundish through the gate, the superheat is controlled at 15°C, the tundish preheating temperature is 1100°C, and then poured into a twin-roll thin strip casting machine for continuous casting to make a cast strip with a thickness of 2.0mm. The height of the liquid level is controlled at 50mm during casting, and the speed of the continuous casting rod is 35m / min; the casting strip is cooled by spraying water immediately after it comes out of the casting roll, the cooling speed is controlled at 35°C / s, and it is coiled at 400°C; the metallographic structure of the cast strip and Special twin boundary distribution such as figure 1 As shown, the cast strip structure element segregation distribution is as follows figure 2 As shown, it can be seen from the figure that the ...
Embodiment 2
[0031] Method is with embodiment 1, and difference is:
[0032] (1) The composition of the copper alloy melt contains 15% Ni and 8% Sn by mass percentage;
[0033] (2) Control superheat to 25°C, tundish preheating temperature to 1150°C, casting strip thickness to 3.0mm, control liquid level height to 100mm during continuous casting, continuous casting rod speed to 45m / min; control cooling after casting strip comes out of casting roll Speed 40℃ / s, coiling at 380℃;
[0034] (3) The total reduction rate of cold rolling is 95%; the thickness of cold rolling strip is 0.15mm;
[0035] (4) The aging treatment temperature is 450°C and the time is 2h. The tensile strength of the copper-based elastic alloy thin strip is 1327MPa, the electrical conductivity is 16.5%IACS, and the elastic specific work is 5.367GPa.
Embodiment 3
[0037] Method is with embodiment 1, and difference is:
[0038] (1) The composition of the copper alloy melt contains 7.5% Ni and 5% Sn by mass percentage;
[0039] (2) Control superheat to 20°C, tundish preheating temperature to 1200°C, casting strip thickness to 1.0mm, control liquid level height to 80mm during continuous casting, continuous casting rod speed to 40m / min; control cooling after casting strip comes out of casting roll Speed 45℃ / s, coiling at 350℃;
[0040] (3) The total reduction rate of cold rolling is 85%; the thickness of cold rolling strip is 0.15mm;
[0041] (4) The aging treatment temperature is 380°C and the time is 6h. The tensile strength of the copper-based elastic alloy thin strip is 1050MPa, the electrical conductivity is 18.2%IACS, and the elastic specific work is 4.567GPa.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More