

A kind of wax pattern preparation method for investment precision casting
An investment precision casting and wax mold technology, which is applied in the field of aluminum alloy precision casting, can solve the problems affecting the dimensional accuracy and surface quality of castings, the dimensional accuracy of wax molds cannot be stably controlled, and the cooling shrinkage of wax molds is large, so as to improve dimensional stability Sex and production efficiency, high promotion and application value, and high mold precision
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
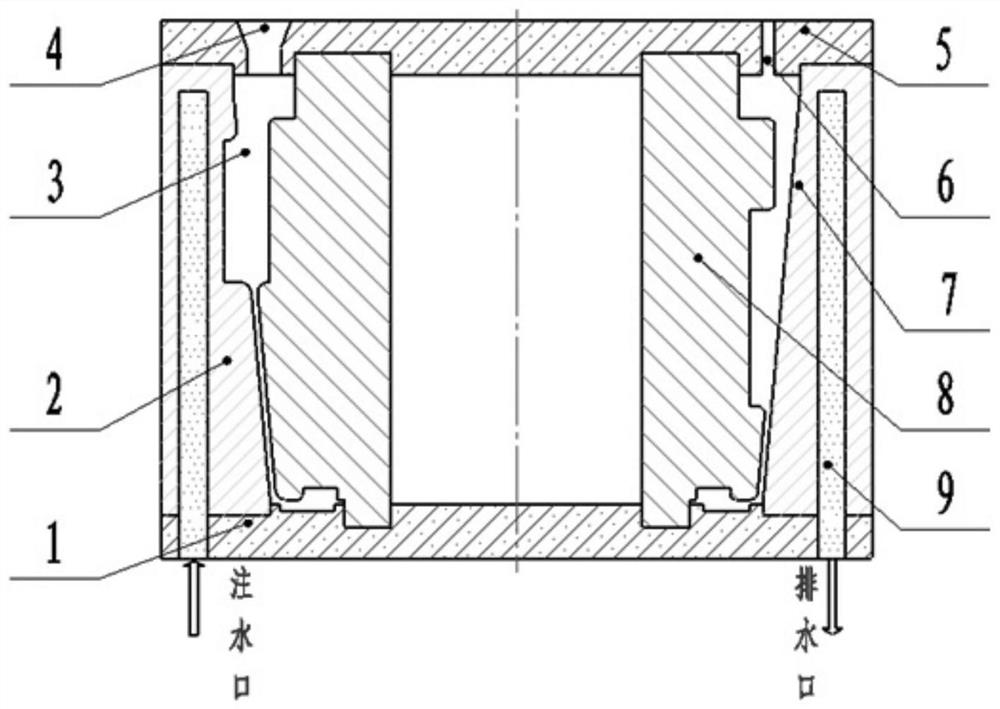
[0023] Embodiment 1: as figure 1 with figure 2 As shown, this embodiment provides a mold for wax pattern forming of investment precision casting, including a mold consisting of an upper cover plate 5, a lower bottom plate 1, a left outer mold 2, a right outer mold 7 and a core mold 8. Cavity 3, the mandrel is fixed through the grooves set on the upper cover and the lower base, the wax injection hole 4 and the exhaust hole 6 are opened on the upper cover and communicated with the cavity, the left outer mold and the right outer mold are connected by bolts It is integrated, and its matching clearance is ≤0.15mm, which can be selected but not limited to 0.15mm, 0.10mm, 0.05mm, etc.
[0024] Wherein, the diameter of the wax injection hole is φ10-15mm, and the mouth is provided with a taper of 5-8°. The diameter of the wax injection hole can be selected but not limited to φ10mm, φ11mm, φ12mm, φ13mm, φ14mm or φ15mm, and the taper can be selected but not limited to 5°, 6°, 7° or 8°...
Embodiment 2
[0035] Embodiment 2: This embodiment takes a thin-walled aluminum alloy cabin casting as the application object. The specific outline dimensions: height 345mm, large end circle Φ135mm, small end circle Φ132mm, main body wall thickness 8.0mm, typical thin-walled cabin casting structure , the thin wall accounts for more than 85%, and the inner cavity contains 8 longitudinal ribs with a width of 6mm, 4 small circular bosses of Φ20mm, and 1 square boss of 50mm×50mm.
[0036] The operation steps of wax mold forming of aluminum alloy cabin body components are carried out as follows:
[0037] (1) Clean the mold with industrial alcohol on the wax pressing platform first, and brush lubricating oil on the inner cavity of the mold with a brush, then place the core mold in the corresponding groove of the lower bottom plate, cover the upper cover plate, and lock it with bolts For the left and right outer molds of the mold, ensure that the matching gap is ≤0.15mm. Finally, insert a thermoco...
Embodiment 3
[0042]Embodiment 3: This embodiment takes a thin-walled aluminum alloy cabin casting as the application object. The specific outline dimensions: height 435mm, large end circle Φ245mm, small end circle Φ230mm, main body wall thickness 3.5mm, typical thin-walled cabin casting structure , the thin wall accounts for more than 75%, and the inner cavity contains 4 longitudinal ribs with a width of 10mm, 10 small circular bosses of Φ25mm, and 4 circular bosses of Φ78mm.
[0043] The operation steps of wax mold forming of aluminum alloy cabin body components are carried out as follows:
[0044] (1) Clean the mold with industrial alcohol on the wax pressing platform first, and brush lubricating oil on the inner cavity of the mold with a brush, then place the core mold in the corresponding groove of the lower bottom plate, cover the upper cover plate, and lock it with bolts For the left and right outer molds of the mold, ensure that the matching gap is ≤0.15mm. Finally, insert a thermoc...
PUM
| Property | Measurement | Unit |
|---|---|---|
| pore size | aaaaa | aaaaa |
| pore size | aaaaa | aaaaa |
| pore size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More