

A surface coating method for automatic compression molding of spherical powder
A spherical powder, automatic pressing technology, applied in the field of powder metallurgy, can solve problems such as uneven distribution, low efficiency, and large change in filter element size
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0022] (1) 80kg of Cu with a particle size of 180μm-250μm 90 sn 10 Put the gas-atomized spherical powder into a mixer with a stirring and heating device. The volume of the mixer is 150L. Set the temperature of the mixer to 80°C. After the temperature rises, turn on the mixer. The powder was heated and stirred for 0.5h.
[0023] (2) Add 320 g of powdered epoxy resin coating agent with a particle size of 50-100 μm into the mixer, keep the mixer at 80° C., and then heat and stir for 2 hours.
[0024] (3) Add 2.4 kg of ethyl acetate as a dispersant to the mixer, keep the mixer at 80°C, mix for 1 hour, then open the vent hole of the mixer, and continue mixing for 2 hours until the dispersant is completely volatilized Stop mixing.
[0025] (4) Break the agglomerated mixture, and sieve through 60 meshes to obtain a spherical powder with a coating layer.
[0026] The forming efficiency of the above method is 12 pieces / minute, and the crushing strength of the obtained filter elemen...
Embodiment 2
[0028] (1) 50kg of Cu89Sn with a particle size of 120μm-180μm 8 Zn 3 Put the gas-atomized spherical powder into a mixer with a stirring and heating device. The volume of the mixer is 150L. Set the temperature of the mixer to 60°C. After the temperature rises, turn on the mixer. The powder was heated and stirred for 0.5h.
[0029] (2) Add 150 g of powdered phenolic resin coating agent with a particle size of 100-150 μm into the mixer, keep the temperature of the mixer at 60° C., and then heat and stir for 2 hours.
[0030] (3) Add 2kg of ethanol as a dispersant to the mixer, keep the mixer at 60°C, mix for 1 hour, then open the vent hole of the mixer, continue mixing for 2 hours, stop mixing after the dispersant is completely volatilized .
[0031] (4) Crush the agglomerated mixture, and sieve through 80 meshes to obtain a mixed spherical powder.
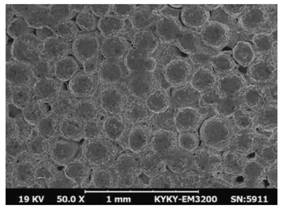
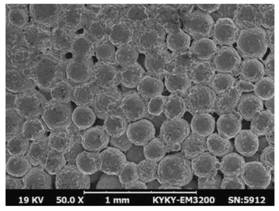
[0032] From figure 1 and figure 2 It can be seen from the figure that the surface of the uncoated powder is smooth and there...
Embodiment 3
[0036] (1) Put 50 kg of 316L stainless steel spherical powder with a particle size of 120 μm-180 μm into a mixer with a stirring and heating device, wherein the volume of the mixer is 150 L, and the temperature of the mixer is set to 100 ° C, After the temperature rises, turn on the mixer and heat and stir the powder for 0.5h.
[0037] (2) Add 500 g of powdered polyurethane coating agent with a particle size of 100-200 μm into the mixer, keep the temperature of the mixer at 100° C., and then heat and stir for 2.5 hours.
[0038] (3) Add 2.5kg of acetone as a dispersant to the mixer, keep the mixer at 100°C, mix for 2 hours, then open the vent hole of the mixer, continue mixing for 2 hours, stop mixing after the dispersant is completely volatilized material.
[0039] (4) Break the agglomerated mixture, and sieve through 60 meshes to obtain a spherical powder with a coating layer.
[0040] The forming efficiency of the above method is 8 pieces / minute, and the crushing strength...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More