Super-thick hot-rolled high-alloy hot-work die steel and preparation method thereof
A technology of hot-working die steel and die steel, which is applied in the field of metal material production, and can solve the problems of no high-grade materials, performance reliability, poor stability, and inability to meet the requirements of die steel billets.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0064] Below by embodiment the present invention will be further described.
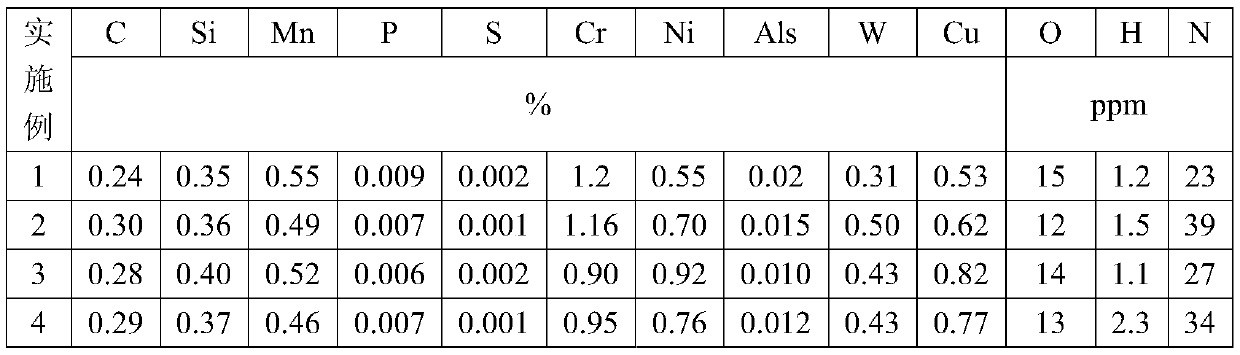
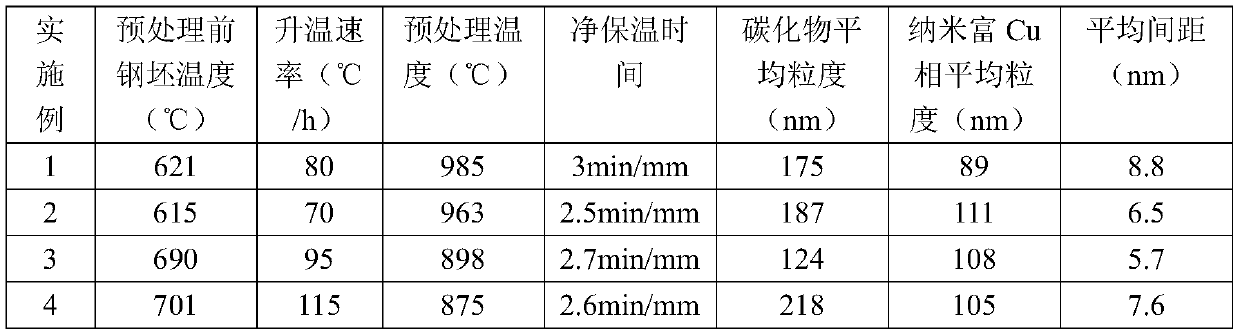
[0065] In the embodiment of the present invention, according to the component ratio of the technical solution, smelting-large slab continuous casting-slab pretreatment-vacuum billet formation-local modification of weld seam-reheating-high-grade modular rolling-module post-treatment-heat treatment;
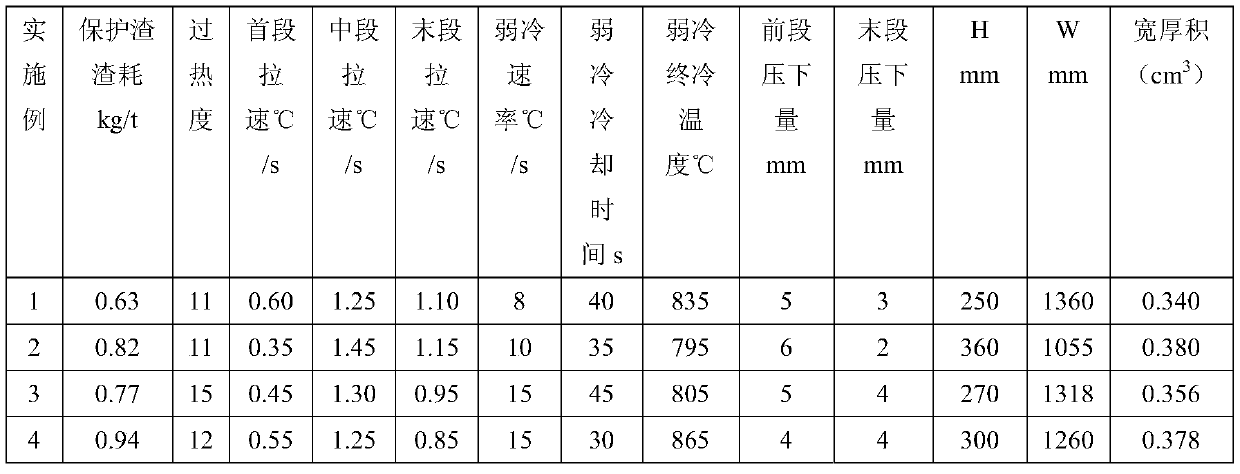
[0066] (1) Large slab continuous casting: low superheat casting adopted by continuous casting, the low superheat is 10-15°C;
[0067] The continuous casting slab is produced by weak cooling, the cooling rate of weak cooling is controlled at 5-15°C / s, the duration is not more than 1min, and the temperature range of weak cooling and final cooling is controlled at 700-900°C;
[0068] Described billet reduction is divided into front and back two sections, and front segment reduction is controlled at 3-8mm, and rear segment reduction is controlled at 1-5mm;
[0069] The thickness H of the large slab is contro...
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap