HB500-grade easy-to-weld anti-abrasion steel 60-80 mm thick and production method thereof
A technology of easy-to-weld and wear-resistant steel, applied in the field of HB500 easy-to-weld wear-resistant steel and production, it can solve the problems of unguaranteed welding quality and affect welding efficiency, so as to achieve difficult grain growth and good embrittlement resistance. ability, the effect of good mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0043] The present invention is described in detail below:
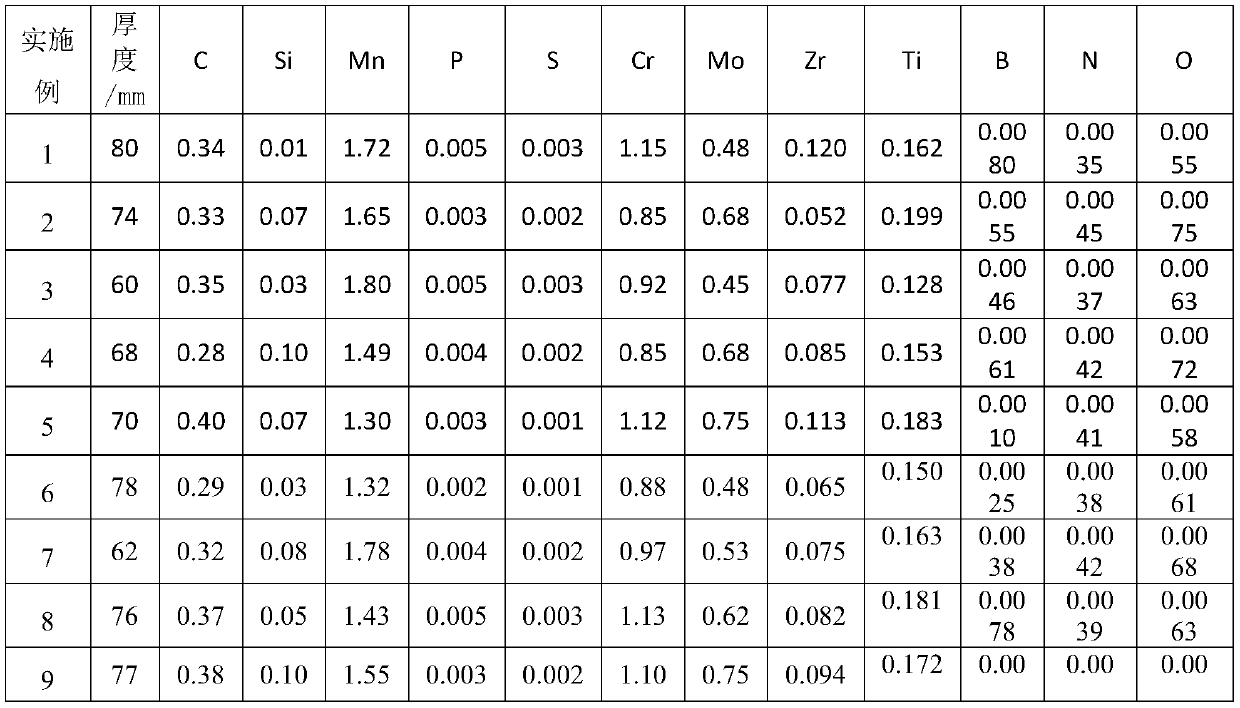
[0044] Table 1 is the value list of each embodiment of the present invention and comparative examples;
[0045] Table 2 is the main process parameter list of each embodiment of the present invention and comparative example;
[0046] Table 3 is a list of the performance tests of the various embodiments of the present invention and comparative examples.
[0047] Each embodiment of the present invention is produced according to the following processes:
[0048] 1) After conventional smelting, refining and continuous casting, the billet is heated, and the heating temperature is controlled at 1190-1230°C;
[0049] 2) Rough rolling is carried out, the rough rolling temperature is controlled not lower than 1050°C, and the cumulative reduction rate is 50-60%;
[0050] 3) Carry out finish rolling, control the starting temperature of finish rolling not to exceed 960°C, the temperature of finish rolling to not be lower than ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com