

Automobile steering piston waste heat normalizing process
A piston and waste heat technology, applied in heat treatment furnaces, manufacturing tools, heat treatment equipment, etc., can solve the problems of high production cost, short residence time, and uneven hardness distribution of forgings, and achieve good hardness uniformity, good quality stability, and shortened The effect of the production cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
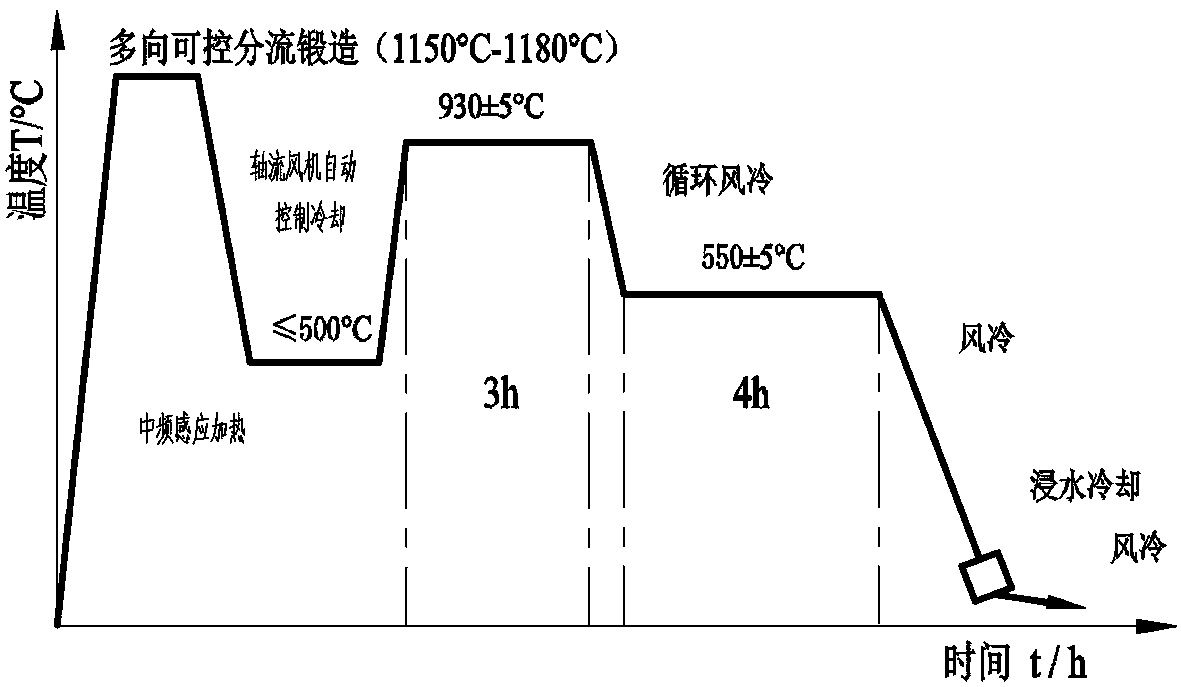
[0027] A kind of automobile steering piston residual heat normalizing process, the forging material is 20CrMnTi, the piston diameter is 100-120mm, comprising the following steps:
[0028] (1) Carry out overall pass-through intermediate frequency induction heating on the bar, control the heating temperature at 1150~1180°C, and heat at a rate of 2°C / s. An overtemperature automatic sorting device is installed at the exit of the intermediate frequency induction furnace;
[0029] (2) After heating, place the bar in a multi-directional press for multi-directional controllable diversion forging. The equipment parameters of the multi-directional press are 10,000KN for the main cylinder, 8,000KN for both side cylinders, 3,000KN for the rear cylinder, and 2,000KN for the ejector cylinder. After the bar arrives at the designated position, the robot grips the bar and places it at the designated position of the multi-directional press mold, and performs five-way extrusion, controllable spli...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| crystal size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More