

Composite all-welded aluminum honeycomb core waveguide window and production process thereof
A production process, aluminum honeycomb technology, applied in waveguide-type devices, electrical components, projection rooms/rooms, etc., can solve the problems of poor shielding efficiency, metal materials cannot meet its requirements, limited application occasions, etc., to improve shielding efficiency. , The product has a wide range of applications, and the effect of enhancing the shielding effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0041] The technical solutions in the embodiments of the present invention will be clearly and completely described below in conjunction with the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only a part of the embodiments of the present invention, rather than all the embodiments.
[0042] plan 1
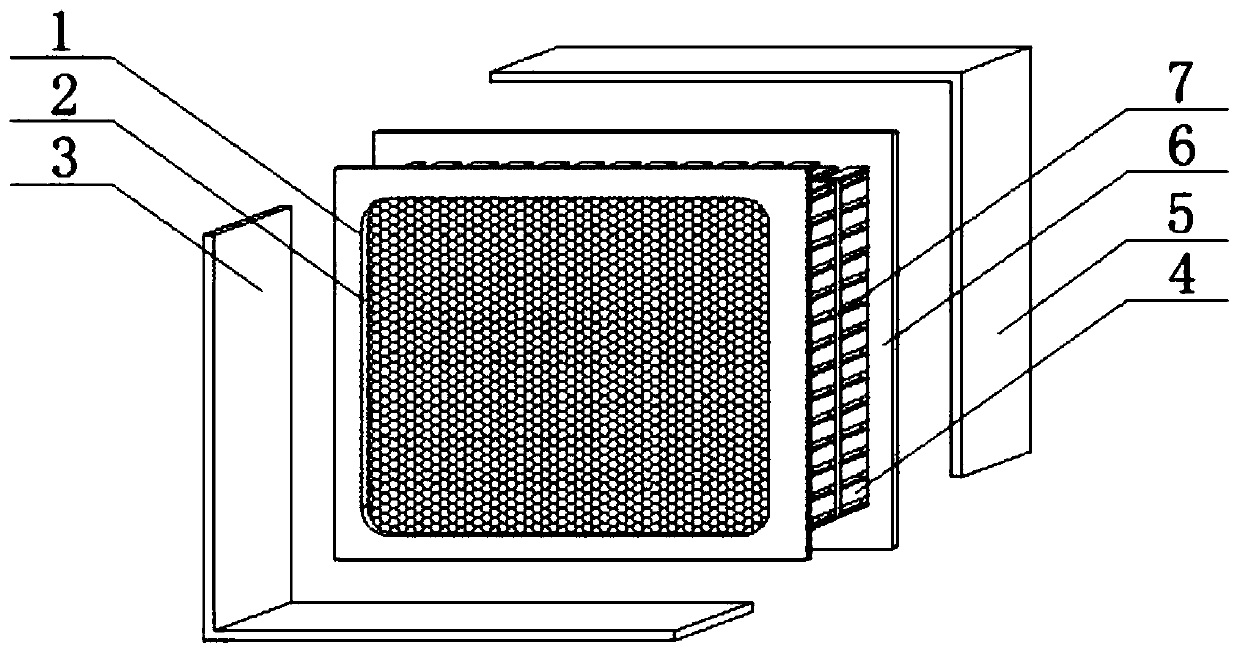
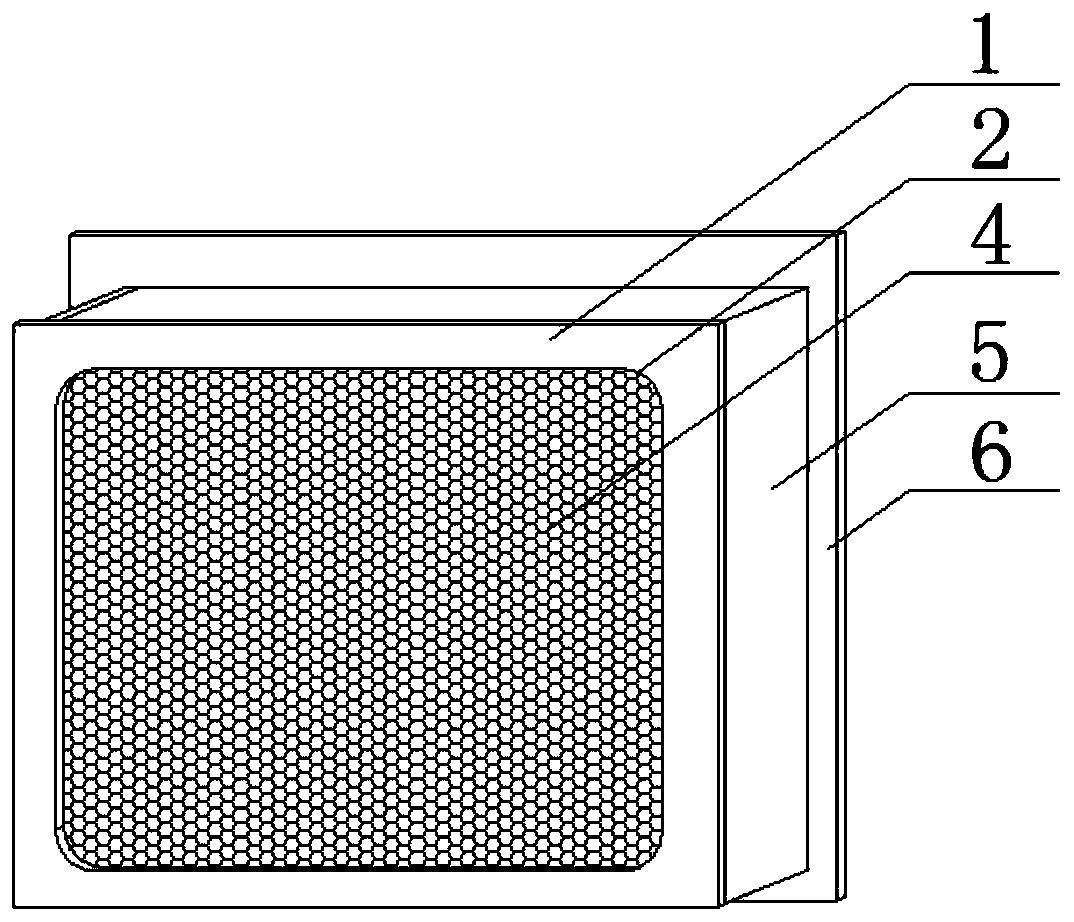
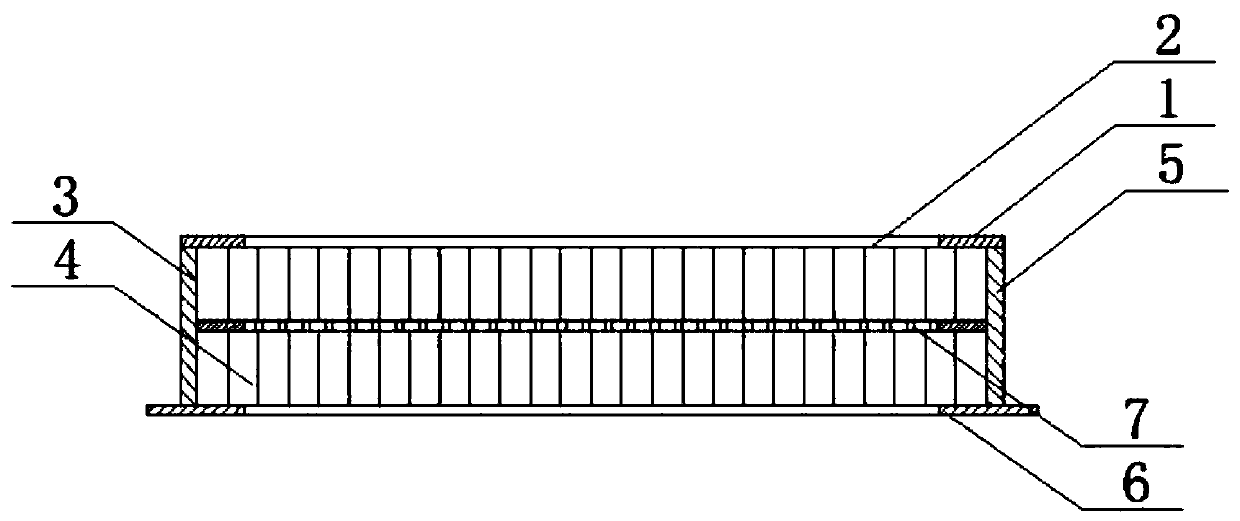
[0043] Reference figure 1 , 2 , 3, 4, 5, the production process steps of a composite fully welded aluminum honeycomb core waveguide window:
[0044] S1. Calculate the waveguide depth according to the electromagnetic field shielding performance requirements required by the customer, select the side length of the honeycomb core 4, the height of the honeycomb core 4, and the aluminum foil thickness of the aluminum honeycomb core. The selected aluminum foil is an aluminum composite material, and the brazing filler metal Laminated on the surface of aluminum foil;
[0045] S2. According to the requirements of the multi-cell structure o...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More