

Mn13 high-manganese steel welding technology
A welding process, high manganese steel technology, applied in the field of steel welding, can solve the problems of strict welding process requirements, expensive welding materials, low welding efficiency, etc., to achieve the effect of ensuring joint performance, lower cost, and improving welding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
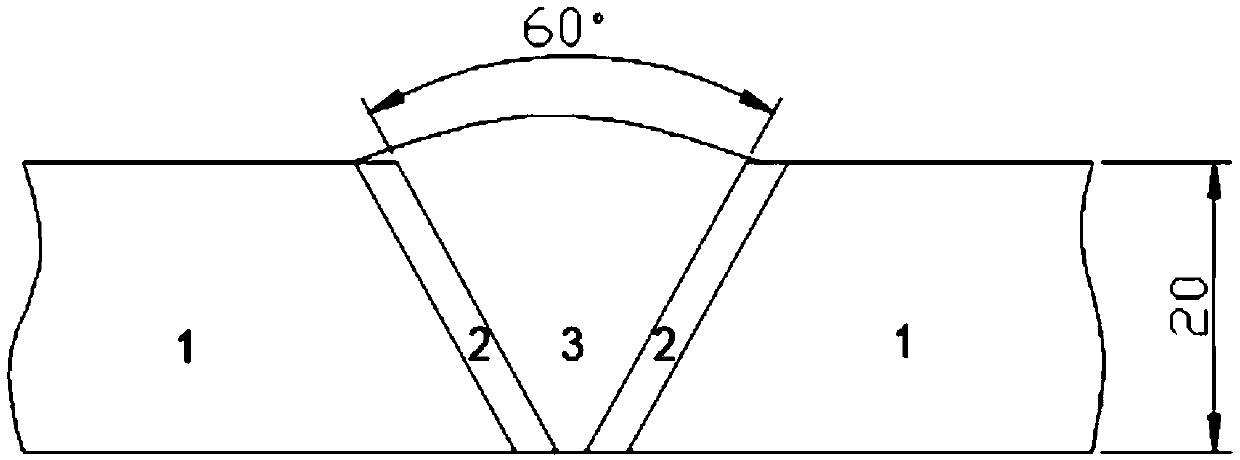
[0036] Take butt welding of 20mm thick Mn13 steel plate as an example, process 60° V-shaped welding groove, the schematic diagram of the joint is as follows figure 1 shown.
[0037] Use φ4.0mm stainless steel electrodes for manual arc welding of the transition layer, and water-cool and hammer the welding area in time. Use 60kg low-alloy steel welding wire with a specification of φ1.2mm for argon-rich gas shielded welding of filled welds, using 80% Ar+20% CO 2 As a shielding gas, the gas flow rate is 20L / min, and a walking trolley is used to realize automatic welding. The specific welding parameters are shown in Table 1.
[0038] Table 1 welding process parameters
[0039]
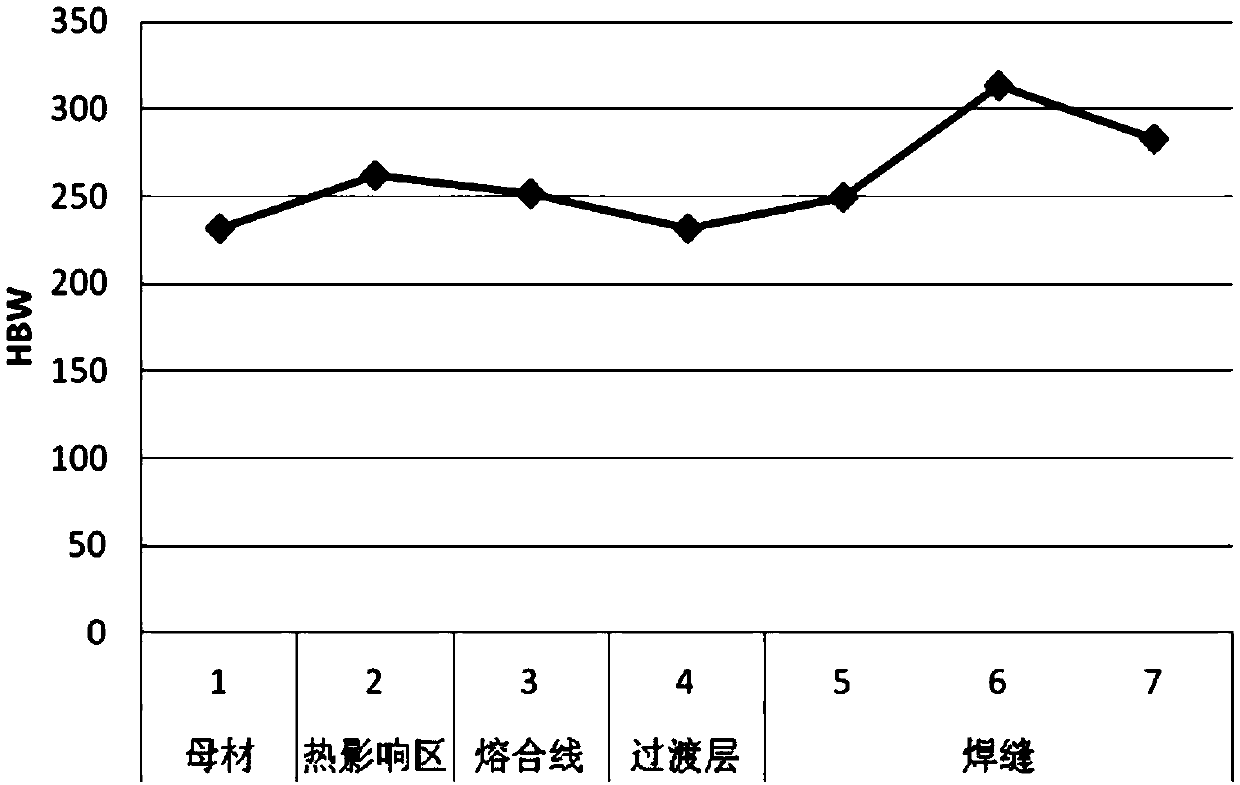
[0040] Macrophotographs of welded joint sections (see figure 2 ), indicating that the joints are well fused, and there are no welding defects such as cracks, pores, and slag inclusions.
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More