

Compound technique capable of improving wear resistance and fatigue resistance of engine gear
A technology of fatigue performance and composite technology, which is applied in the direction of metal material coating technology, manufacturing tools, coatings, etc., to achieve the effect of improving fatigue resistance, improving wear resistance, and significant economic benefits
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
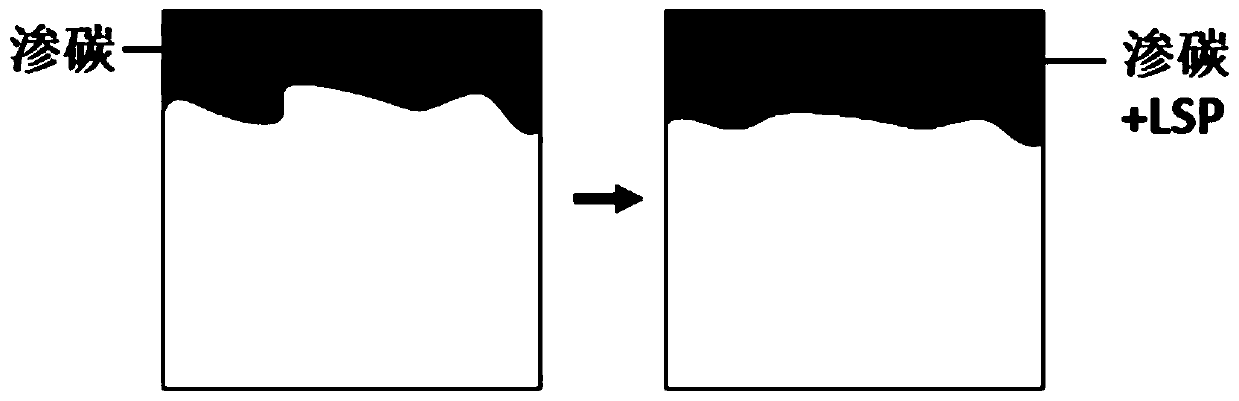
[0027] In the example of the present invention, the gear steel with the same process as the gear is used, and it is carburized+laser shock strengthening treatment. The specific implementation steps are:
[0028] Step 1: The surface of the gear steel is carburized using gas carburizing technology. During carburizing, the carburizing temperature is 915° C., the temperature is kept for 180 minutes, and the carburizing carbon potential is 1.0%.
[0029] Step 2: Quenching and tempering the gear steel treated in step 1, performing quenching process at 850°C, then cooling at -85°C for 180 minutes, and finally tempering at 160°C. It is necessary to ensure that the magnetic particle flaw detection and ultrasonic flaw detection of the material after carburizing treatment are qualified.
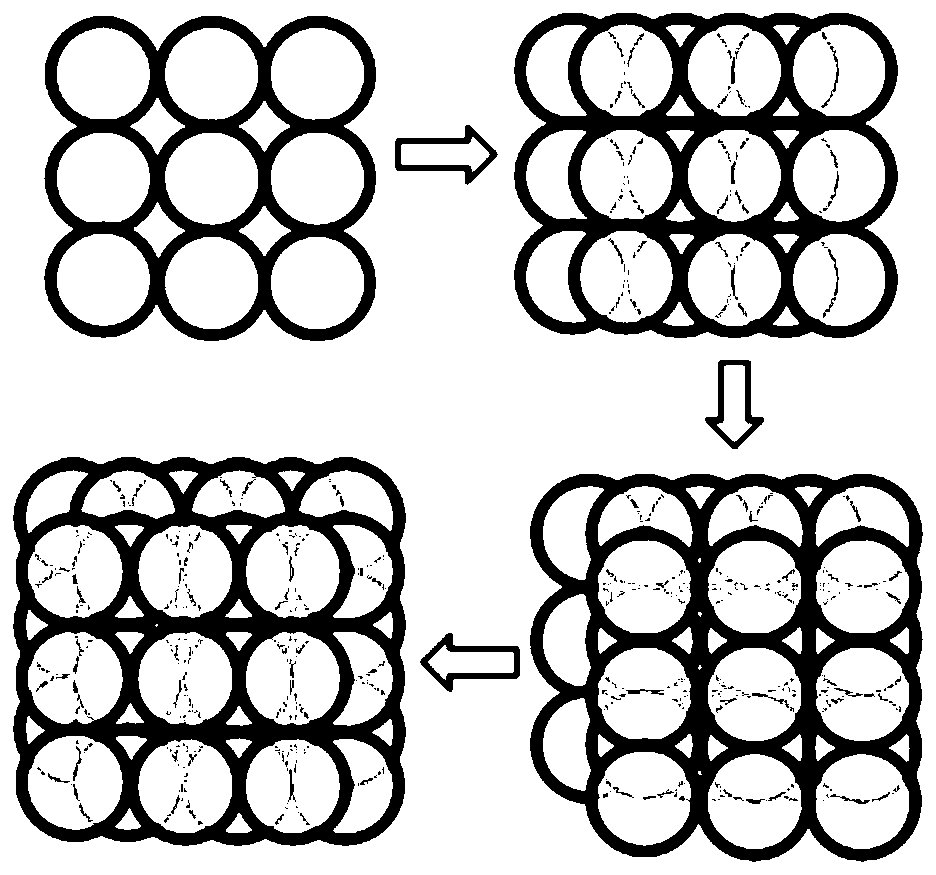
[0030] Step 3: Treat the gear steel treated in step 2 with figure 1 The laser shock strengthening treatment is carried out in the spot overlapping method, and the parameters of the laser shock strength...
Embodiment 2
[0032] Step 1: The surface of the gear steel is carburized by gas carburizing technology. When carburizing, the carburizing temperature is 935°C, and the temperature is kept for 120 minutes, and the carburizing carbon potential is 0.8%.
[0033] Step 2: Quenching and tempering the gear steel treated in step 1, performing quenching process at 850°C, then cooling at -65°C for 120 minutes, and finally tempering at 140°C. It is necessary to ensure that the magnetic particle flaw detection and ultrasonic flaw detection of the material after carburizing treatment are qualified.
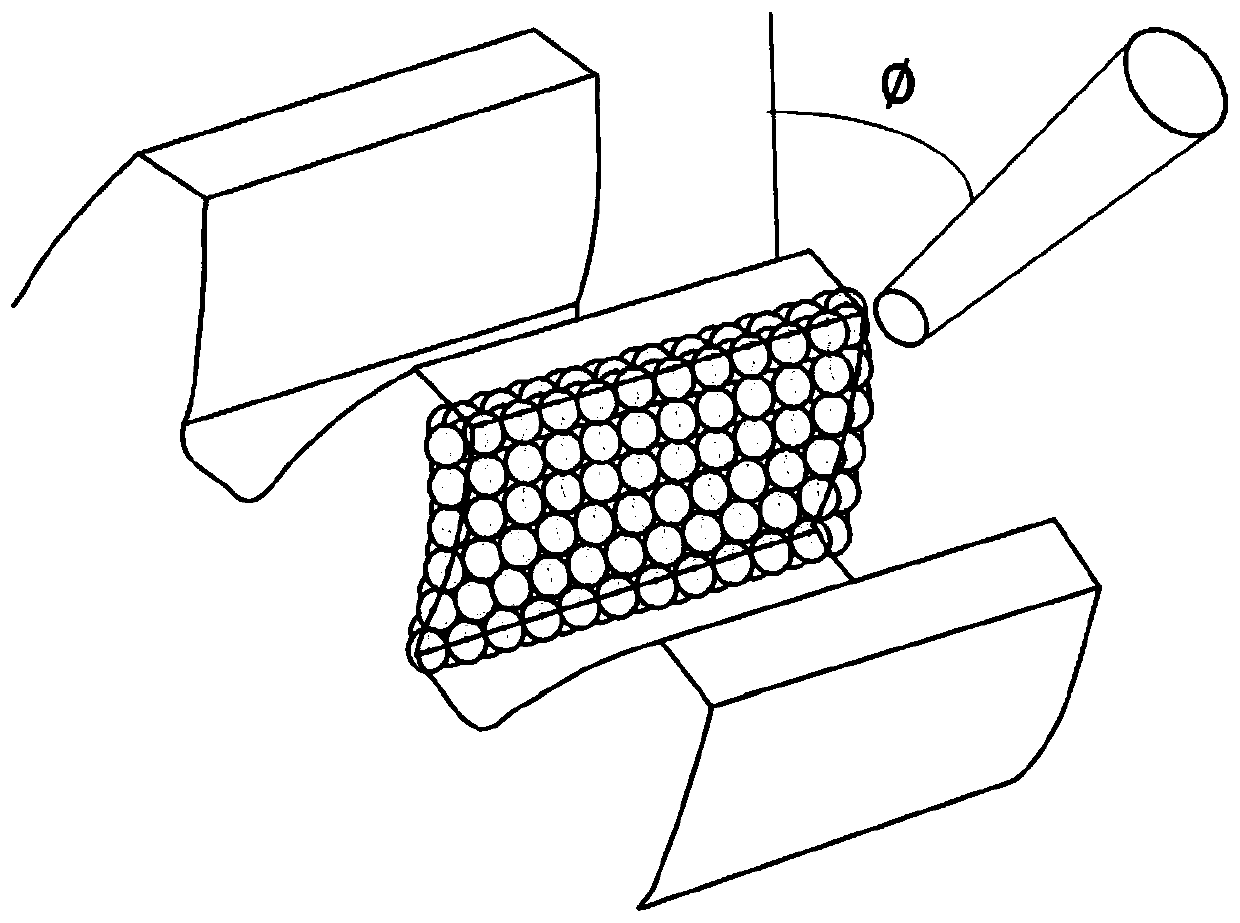
[0034] Step 3: Treat the gear steel treated in step 2 with figure 1 The laser shock strengthening treatment is carried out in the spot overlapping method, and the parameters of the laser shock strengthening are determined according to the characteristics of the material: the laser wavelength is 1064nm, the pulse width is 20ns, and the laser energy is 3J. The spot diameter during laser shock strengthening tr...
Embodiment 3
[0036] Step 1: The surface of the gear steel is carburized using gas carburizing technology. During carburizing, the carburizing temperature is 927°C, the temperature is kept for 160 minutes, and the carburizing carbon potential is 1.0%.
[0037] Step 2: Quenching and tempering the gear steel treated in step 1, performing quenching process at 850°C, then cooling at -75°C for 150 minutes, and finally tempering at 150°C. It is necessary to ensure that the magnetic particle flaw detection and ultrasonic flaw detection of the material after carburizing treatment are qualified.
[0038] Step 3: Treat the gear steel treated in step 2 with figure 1 The laser shock strengthening treatment is carried out in the spot overlapping method, and the parameters of the laser shock strengthening are determined according to the characteristics of the material: the laser wavelength is 1064nm, the pulse width is 20ns, and the laser energy is 5J. The spot diameter during laser shock strengthening t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Spot diameter | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More