

Dissimilar metal semi-solid friction brazing method based on high-frequency assistance
A dissimilar metal, high-frequency assisted technology, applied in the direction of metal processing equipment, welding equipment, non-electric welding equipment, etc., can solve the problems of limited stud head structure design range, affecting the overall performance of the joint, thick intermetallic compound layer, etc., to achieve Improved bending resistance and fatigue resistance, excellent overall performance, and simple layout
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0043] Embodiment 1, a method for semi-solid friction brazing of dissimilar metals based on high frequency assistance, which includes the following steps.
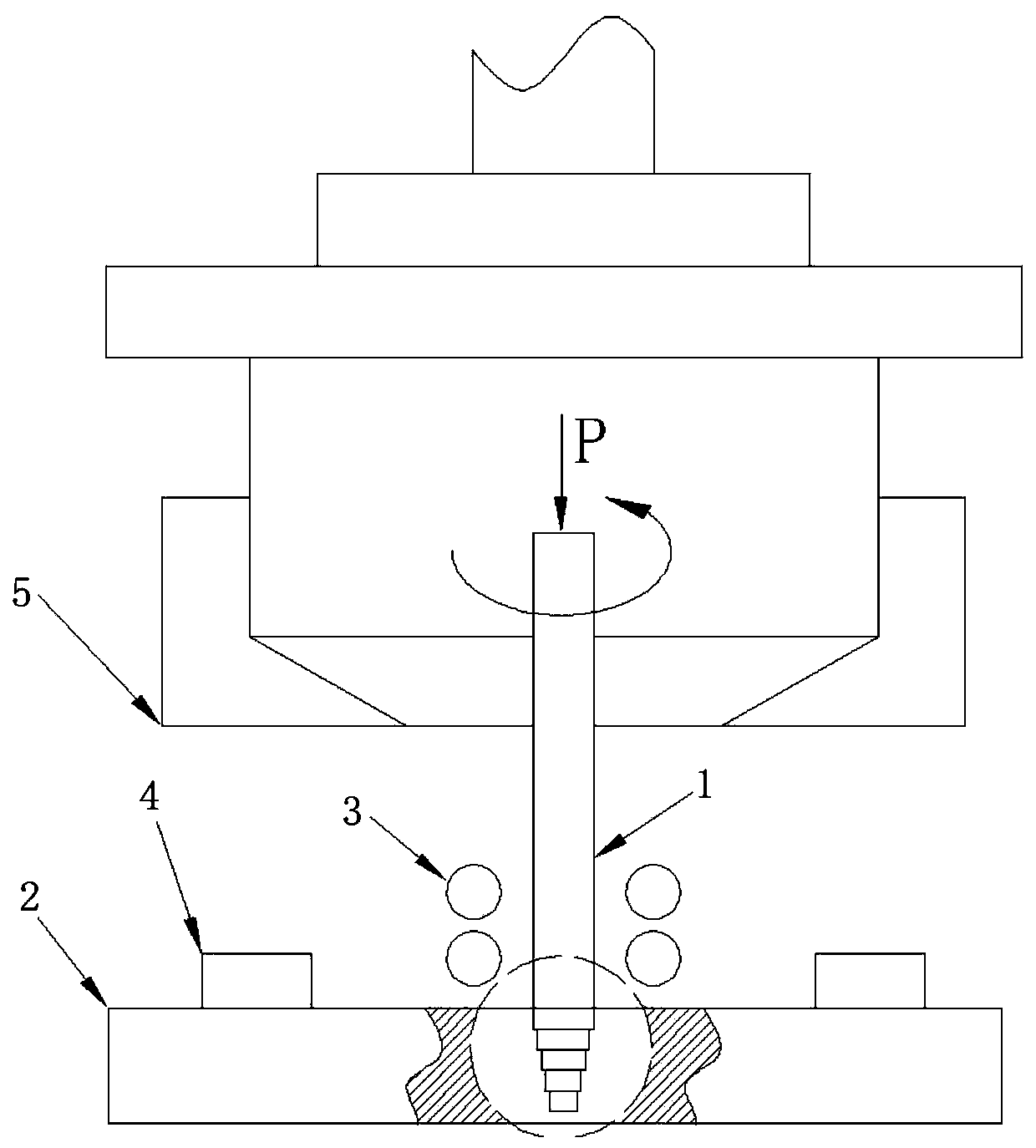
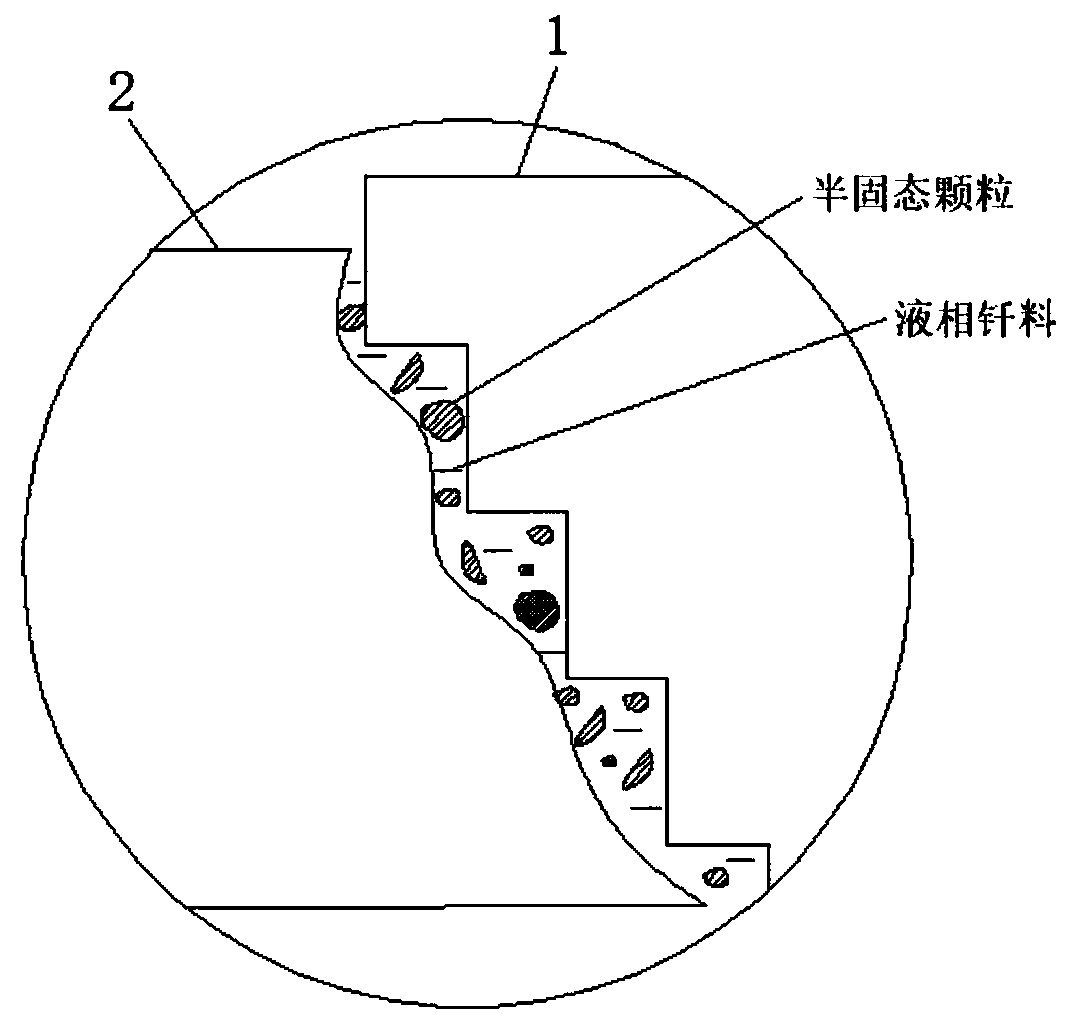
[0044] Step 1, prepare steel studs to be welded and aluminum alloy workpieces to be welded, see Figure 5 , the welding end of the stud to be welded is processed into a tapered step shape: the welding end is in the shape of a conical column with a taper angle of 10° as a whole, and 5 steps are respectively arranged in the direction of the stud to be welded from its end face, and the diameter of 5 steps is Decreases away from the shaft. The shape of the workpiece to be welded is a thick plate, and a preset hole is processed at the surface of the workpiece to be welded. The preset hole is in the shape of a truncated cone. The solder is placed on the inner wall of the preset hole of the workpiece to be welded. see Figure 9 , the inner wall ring of the preset hole of the workpiece to be welded is provided with two protrusi...
Embodiment 2
[0049] Embodiment 2, a method for semi-solid friction brazing of dissimilar metals based on high frequency assistance, which includes the following steps.
[0050] Step 1, prepare steel studs to be welded and copper workpieces to be welded, see Figure 7 , the welding end of the stud to be welded is processed into a tapered thread shape, and the welding end is in the shape of a conical column with a taper angle of 10° as a whole, and its outer peripheral surface is provided with a spirally arranged thread groove. mm, the pitch is 1.5mm. Preset holes are processed at the surface of the workpiece to be welded, the preset hole is in the shape of a truncated cone, and the angle of its generatrix is the same as the single taper of the welding end of the stud to be welded, and the Zn-Al15 solder is placed on the preset hole of the workpiece to be welded. inner wall of the hole. see Figure 10 , the Zn-Al15 solder is attached to the inner wall of the preset hole of the workpiece...
Embodiment 3
[0055] Embodiment 3, a method for semi-solid friction brazing of dissimilar metals based on high-frequency assistance, which includes the following steps:
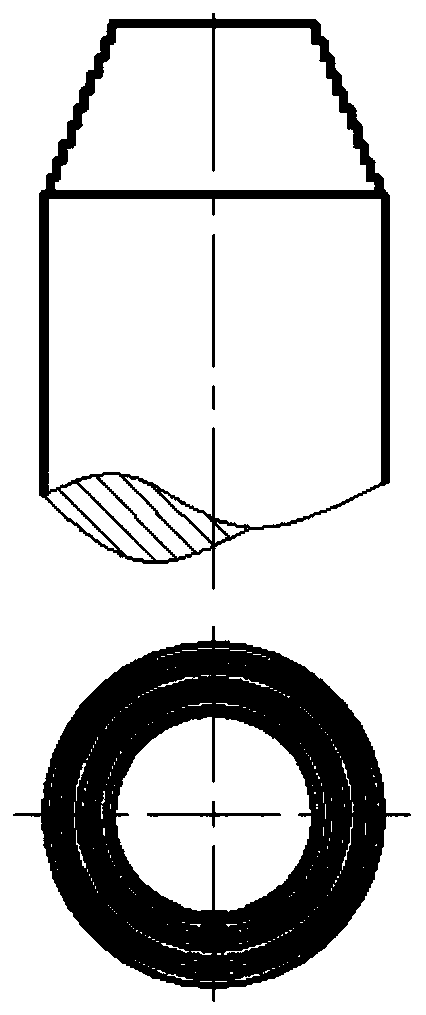
[0056] Step 1, prepare copper studs to be welded and aluminum alloy workpieces to be welded, see image 3 , the welding end of the stud to be welded is processed into a tapered step thread shape, and the welding end is in the shape of a conical column with a taper angle of 10° as a whole. There are 10 steps from the end face to the direction of the stud to be welded. The 10 steps The diameter of the steps decreases from the direction away from the rod, and the outer peripheral surface of the welding end is processed with double helical grooves. The double helical grooves start from the second step near the root step, and the starting angles are 0° and 180° respectively. The depth is 1mm and the pitch is 1mm. Preset holes are processed at the surface of the workpiece to be welded, the preset hole is in the shape of a trunc...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Depth | aaaaa | aaaaa |
| Pitch | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More