Preparation method for interface space metallurgy bonded aluminum alloy-aluminum-steel transition joint
A technology of metallurgical bonding and transition joints, which is applied in the field of preparation of aluminum alloy-aluminum-steel transition joints with metallurgical bonding in the interface space, can solve the problems of poor product quality stability, limited product specifications, noise pollution, etc., and achieves thermal sensitivity. Sensitivity reduction, diversification of sizes, and avoidance of large noise pollution
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] Such as Figure 1 to Figure 6 As shown, adopt the method of the present invention to prepare 5083-1050-06Cr19Ni10 transition joint, concrete steps are:
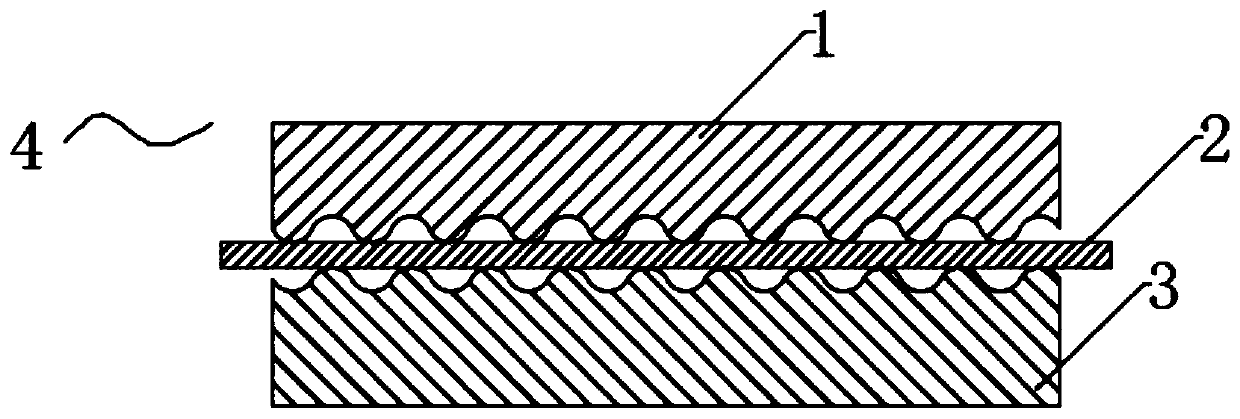
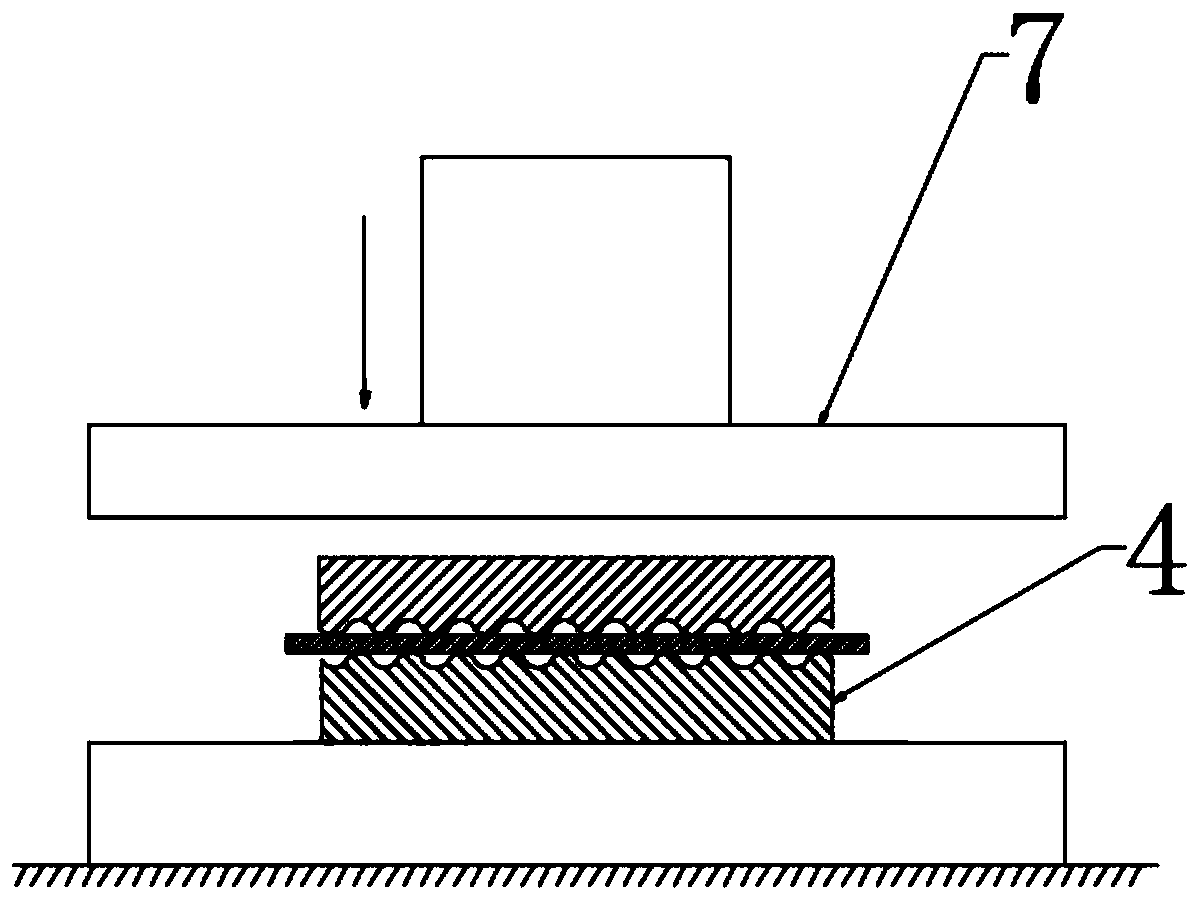
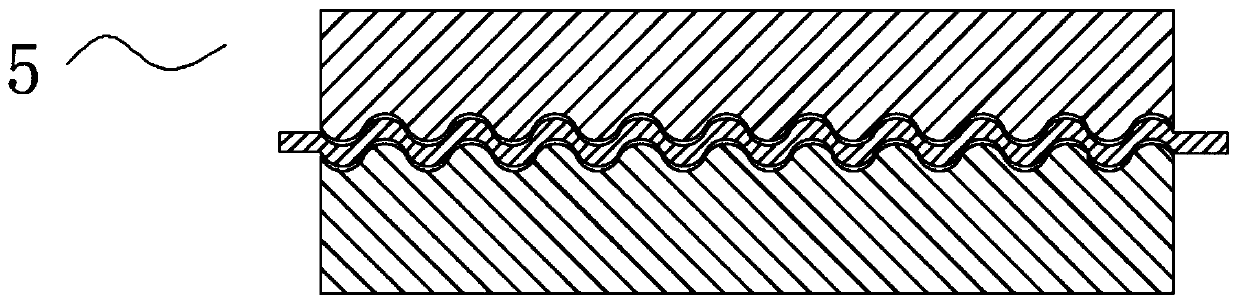
[0032] 1) Select the 5083 aluminum alloy plate 1 to be compounded and the 06Cr19Ni10 steel plate 3 to be compounded with a length × width × height of 800 × 100 × 20mm, and use the plastic forming method to form the 5083 aluminum alloy plate 1 to be compounded and the 06Cr19Ni10 steel plate 3 to be compounded Prepare corrugations with a height H of 4 mm and a width L of 4 mm, and the corrugations on the 5083 aluminum alloy plate 1 to be compounded and the 06Cr19Ni10 steel plate 3 to be compounded can engage with each other, and the 5083 aluminum alloy plate 1 to be compounded is subjected to stress annealing at 280 ° C After 2 hours, air-cool to room temperature, remove the oil and oxide film on the corrugated surface, clean the surface to be compounded with acetone and alcohol, then polish the corrugated surface of the...
Embodiment 2
[0038] Such as Figure 1 to Figure 6 As shown, adopt the method of the present invention to prepare 3003-1060-Q235B transition joint, concrete steps are:
[0039] 1) Select the 3003 aluminum alloy plate 1 to be compounded and the Q235B steel plate 3 to be compounded with a length × width × height of 600 × 50 × 10mm, and use a mechanical processing method on the 3003 aluminum alloy plate 1 to be compounded and the Q235B steel plate 3 to be compounded Prepare corrugations with a height H of 1.5 mm and a width L of 2 mm, and the corrugations on the 5083 aluminum alloy plate 1 to be compounded and the 06Cr19Ni10 steel plate 3 to be compounded can engage with each other, and the 3003 aluminum alloy plate 1 to be compounded is destressed at 280 ° C. Anneal for 2 hours, remove the oil and oxide film on the corrugated surface, clean the surface to be compounded with acetone and alcohol, and then use a grinder to polish the corrugated surface of the 3003 aluminum alloy plate 1 to be co...
Embodiment 3
[0045] Such as Figure 1 to Figure 6 As shown, adopt the method of the present invention to prepare 5A05-1070-Q235C transition joint, concrete steps are:
[0046] 1) Select the 5A05 aluminum alloy plate 1 to be compounded and the Q235C steel plate 3 to be compounded with a length × width × height of 800 × 200 × 30mm, and use the plastic forming method to form the 5A05 aluminum alloy plate 1 to be compounded and the Q235C steel plate 3 to be compounded Prepare corrugations with a height H of 2 mm and a width L of 20 mm, and the corrugations on the 5A05 aluminum alloy plate 1 to be compounded and the Q235C steel plate 3 to be compounded can engage with each other, and the 5A05 aluminum alloy plate 1 to be compounded is destressed and annealed at 280 ° C After 2 hours, air-cool to room temperature, remove the oil stain and oxide film on the corrugated surface, clean the surface to be compounded with acetone and alcohol, then polish the corrugated surface of the 5A05 aluminum allo...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More