

Gear broaching process for thin-wall internal spline shaft
A technology of internal spline and process, which is applied in the field of tooth drawing process of thin-walled internal spline shaft, can solve the problems of poor accuracy and quality of internal spline shaft, low production efficiency of gear shaping process, poor product quality stability, etc. Accuracy, reduced product damage rate, and stable product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
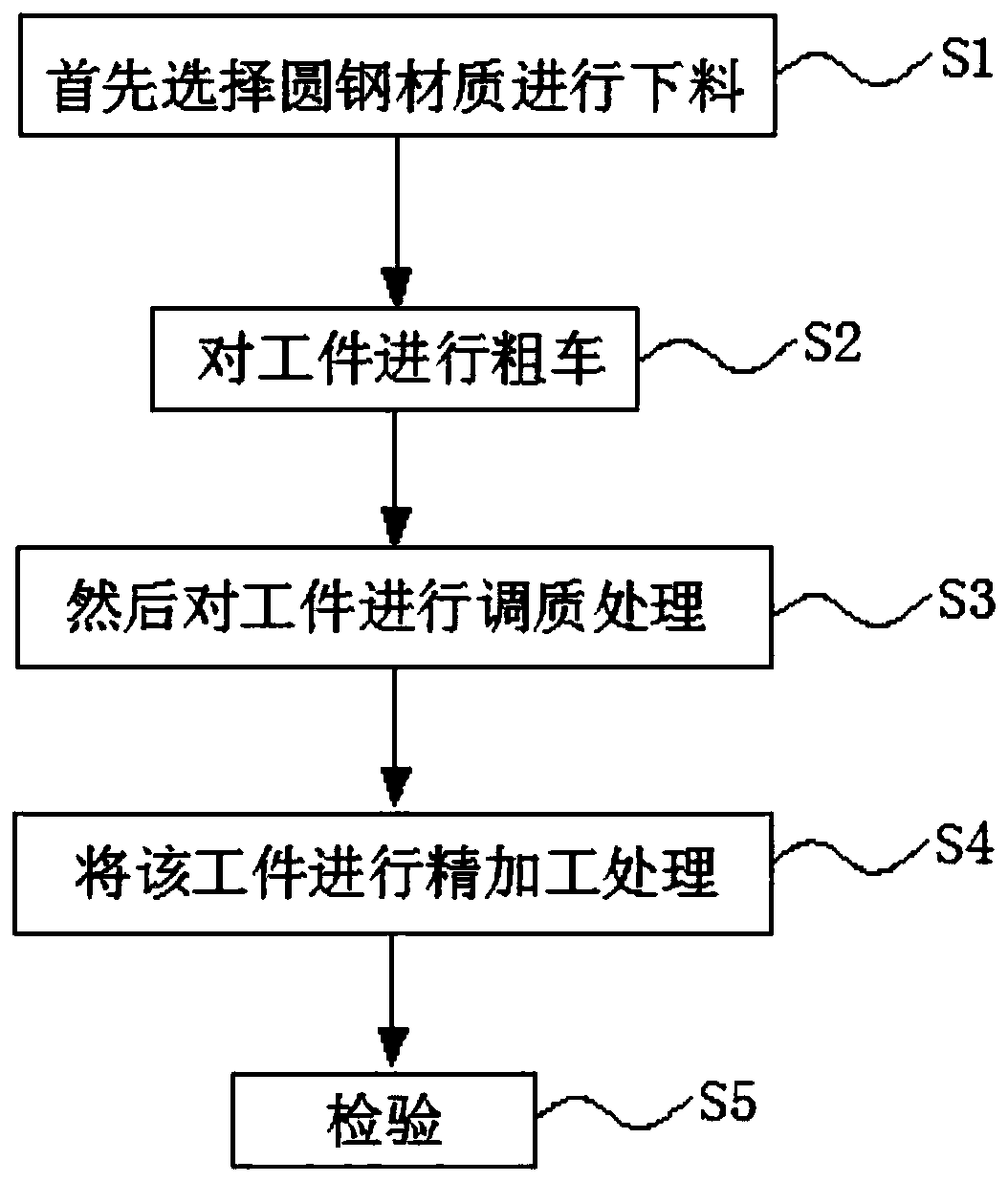
[0027] A thin-walled internal spline shaft broaching process, specifically comprising the following steps:
[0028] S1. First, select the round steel material for blanking. According to the required workpiece size, cut the round steel material into the size required by the inner spline shaft through the cutting equipment to form a blank;
[0029] S2. Carry out rough turning on the workpiece, and grind the cut blank through the grinding equipment. After the grinding is completed, the workpiece is clamped by the fixture, and then the inner hole, outer circle and length of the workpiece are roughed by a horizontal lathe. Processing, so that the workpiece is close to the final shape and size, leaving a machining allowance of 0.7mm for the inner hole, outer circle and length of the workpiece after rough turning;
[0030] S3, then carry out quenching and tempering treatment on the workpiece, the workpiece passes through the process of quenching and high temperature tempering, so tha...
Embodiment 2
[0040] A thin-walled internal spline shaft broaching process, specifically comprising the following steps:
[0041] S1. First, select the round steel material for blanking. According to the required workpiece size, cut the round steel material into the size required by the inner spline shaft through the cutting equipment to form a blank;
[0042] S2. Carry out rough turning on the workpiece, and grind the cut blank through the grinding equipment. After the grinding is completed, the workpiece is clamped by the fixture, and then the inner hole, outer circle and length of the workpiece are roughed by a horizontal lathe. Processing, so that the workpiece is close to the final shape and size, leaving a machining allowance of 0.4mm for the inner hole, outer circle and length of the workpiece after rough turning;
[0043] S3, then carry out quenching and tempering treatment on the workpiece, the workpiece passes through the process of quenching and high temperature tempering, so tha...
Embodiment 3
[0053] A thin-walled internal spline shaft broaching process, specifically comprising the following steps:
[0054] S1. First, select the round steel material for blanking. According to the required workpiece size, cut the round steel material into the size required by the inner spline shaft through the cutting equipment to form a blank;
[0055] S2. Carry out rough turning on the workpiece, and grind the cut blank through the grinding equipment. After the grinding is completed, the workpiece is clamped by the fixture, and then the inner hole, outer circle and length of the workpiece are roughed by a horizontal lathe. Processing, so that the workpiece is close to the final shape and size, leaving a machining allowance of 1 mm for the inner hole, outer circle and length of the workpiece after rough turning;
[0056] S3, then carry out quenching and tempering treatment on the workpiece, the workpiece passes through the process of quenching and high temperature tempering, so that...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More