

Additive manufacturing device with temperature control function
An additive manufacturing and functional technology, applied in manufacturing auxiliary devices, coating devices, additive processing, etc., can solve problems such as limiting the size of amorphous processing, reduce crack propagation, improve molding quality, and reduce residual stress. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
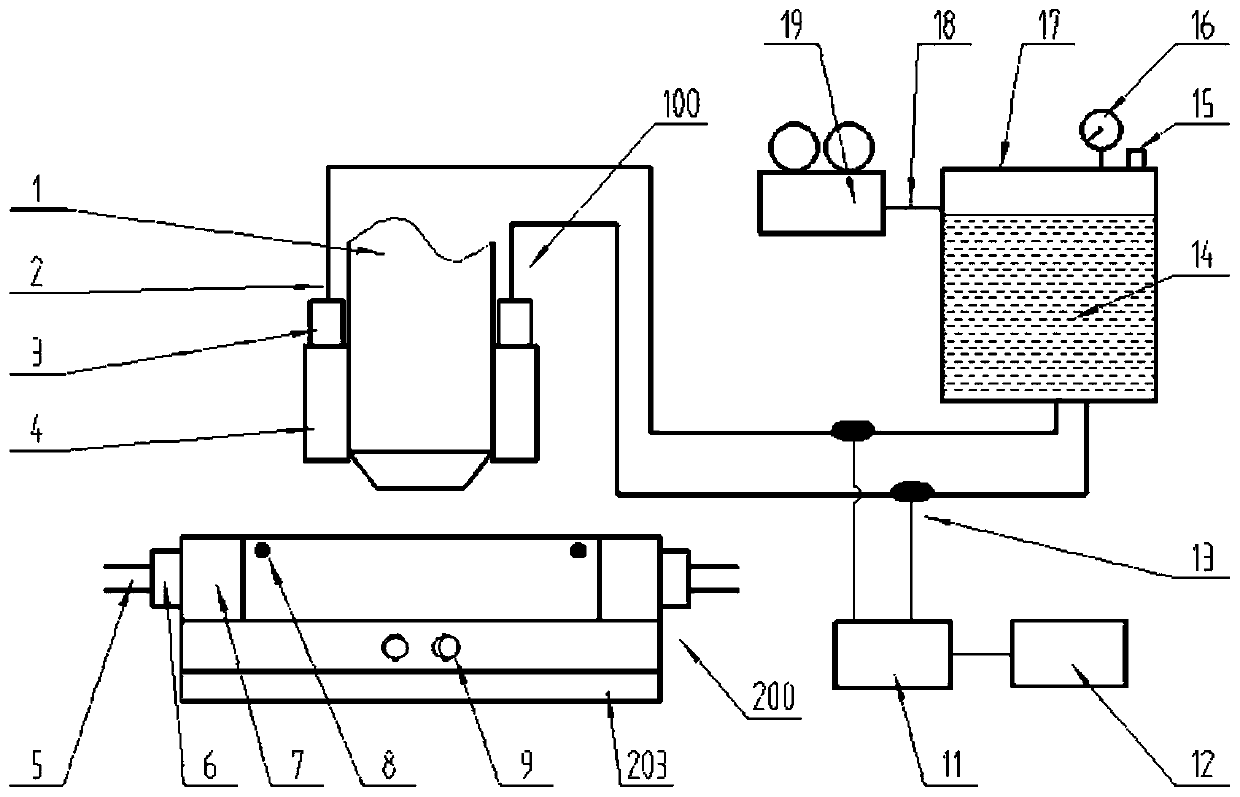
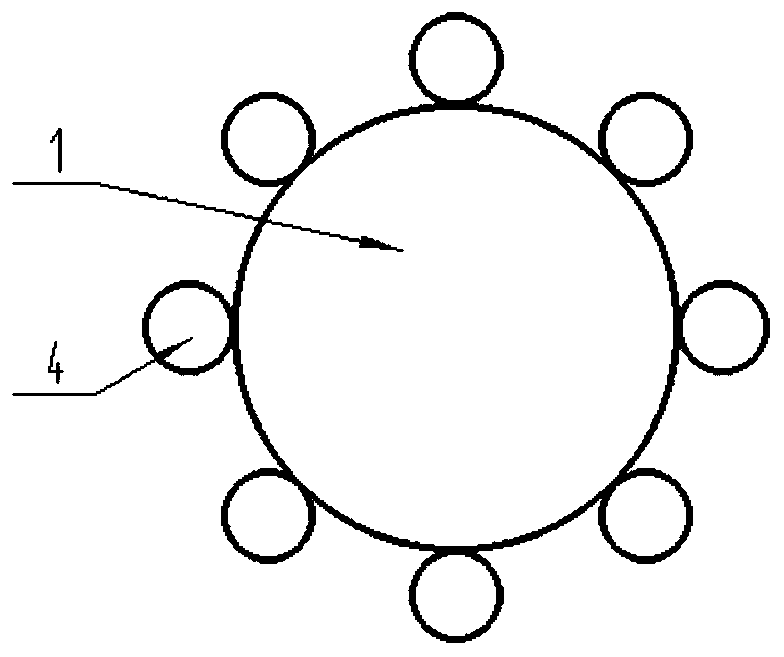
[0020] A kind of additive manufacturing device with temperature control function, such as figure 1 As shown, it includes: a processing head 100 and a working platform 200 . The processing head 100 is composed of a cladding head 1 and a cooling spray gun 4 . A plurality of cooling spray guns 4 are evenly distributed around the cladding head 1 ( figure 2 ), connect the cooling medium input pipeline 2 through the one-way valve 3, and finally connect to the high-pressure tank 17 containing the cooling medium 14. In order to control the flow rate of the cooling medium 14, a speed regulating solenoid valve 13 is installed in the middle of the cooling medium input pipeline 2, which is connected with the programmable controller 11 and the computer 12 in turn. The programmable controller 11 can collect the motion information of the cladding head 1, and set the opening and closing and flow rate of the cooling spray gun 4 in different motion states of the cladding head 1 as required, ...
Embodiment 2
[0025] Use this device to print a piece of iron-based bulk amorphous alloy (BMG, the maximum thickness is greater than 10mm), and the length, width and height are set to 15*10*5mm. Complete the necessary preparatory work, including the installation of the workpiece, the positioning of the processing head and the replacement of the atmosphere. Select liquid nitrogen as the cooling medium to connect the cooling nozzle 4 and the cooling layer 201 respectively, and adjust the flow rate through the temperature information fed back by the thermocouple 8, change the temperature of the cooling layer 201, and set it to 0°C, so that the temperature of the working platform 200 can be cooled evenly. The process of additive accumulation ensures that the printed layer is in a lower temperature range. At the same time, set in the computer 12 to control the cooling nozzle 4 in the forward direction of the cladding head 1 to close, increase in the opposite direction, and decrease on both sides...
Embodiment 3
[0027] Use this device to print a piece of high-entropy alloy (length, width and height: 15*15*10mm). In order to reduce the harm caused by the residual stress, the working platform 200 is heated through the insulating resistance wire 9, the temperature fed back by the thermocouple 8 is set to 400°C, and the preheating is performed for 30 minutes before the additive is started. Stop the heating of the insulating resistance wire 9 after the processing is completed, and take out the workpiece after natural cooling. Before this, the cooling medium in the cooling layer 201 and the cooling spray gun 4 needs to be evacuated.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More