

TiAl alloy near-isothermal forging method
An isothermal forging and alloying technology, which is applied in the field of intermetallic compound forging, can solve problems such as uneven structure and lack of α-solidified TiAl alloy forging technology, achieve large total deformation, achieve microstructure refinement, and reduce forging costs.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
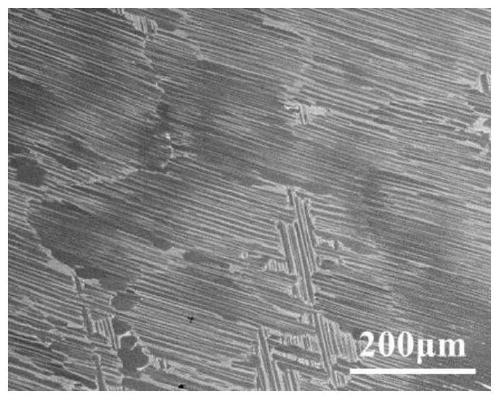
[0034] The TiAl alloy ingot used in this embodiment is an alloy ingot with a nominal composition of Ti-48Al-2Cr-2Nb, wherein the composition is an atomic percentage, and the ingot size used is Φ90×150 mm.
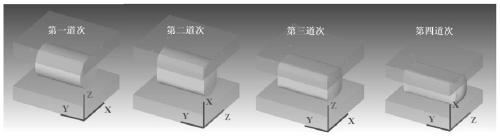
[0035] The TiAl alloy near-isothermal forging method of the present embodiment comprises:
[0036] Step 1: Preparation before forging: After the hot isostatic pressing of the ingot, wire cutting + machining is used to cut the ingot to be die-cast with a smooth surface, no obvious cracks, wire cutting marks, turning tool marks and positioning holes, etc., the size of the ingot Φ90×150mm; then, put the ingot into a Q235 sheath with a wall thickness of 5mm (air holes are opened on the end cap of the sheath), and fill the 3mm gap between the ingot and the sheath wall with high-temperature asbestos, and finally use argon arc Weld the end cap of the sheath to the wall of the sheath;
[0037] Step 2: Heating the ingot and indenter: Put the packaged ingot into a box furnace and he...
Embodiment 2
[0045] The TiAl alloy described in this embodiment is an alloy ingot with a nominal composition of Ti-48Al-2Cr-2Nb, wherein the composition is an atomic percentage, and the size of the ingot used is Φ90×150 mm.
[0046] The TiAl alloy near-isothermal forging method of the present embodiment comprises:
[0047] Step 1: Preparation before forging: After the hot isostatic pressing of the ingot, wire cutting + machining is used to cut the ingot to be die-cast with a smooth surface, no obvious cracks, wire cutting marks, turning tool marks and positioning holes, etc., the size of the ingot Φ90×150mm; then, put the ingot into a Q235 sheath with a wall thickness of 5mm (air holes are opened on the end cap of the sheath), and fill the 3mm gap between the ingot and the sheath wall with high-temperature asbestos, and finally use argon arc Weld the end cap of the sheath to the wall of the sheath;
[0048] Step 2: Heating the ingot and indenter: Put the packaged ingot into a box furnace ...
Embodiment 3
[0056] The TiAl alloy described in this embodiment is an alloy ingot with a nominal composition of Ti-48Al-2Cr-2Nb, wherein the composition is an atomic percentage, and the size of the ingot used is Φ90×150 mm.
[0057] The TiAl alloy near-isothermal forging method of the present embodiment comprises:
[0058] Step 1: Preparation before forging: After the hot isostatic pressing of the ingot, wire cutting + machining is used to cut the ingot to be die-cast with a smooth surface, no obvious cracks, wire cutting marks, turning tool marks and positioning holes, etc., the size of the ingot Φ90×150mm; then, put the ingot into a Q235 sheath with a wall thickness of 5mm (air holes are opened on the end cap of the sheath), and fill the 3mm gap between the ingot and the sheath wall with high-temperature asbestos, and finally use argon arc Weld the end cap of the sheath to the wall of the sheath;
[0059] Step 2: Heating the ingot and indenter: Put the packaged ingot into a box furnace ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More