

A heat treatment method for electric arc additive manufacturing of high-strength titanium alloy and a reinforced high-strength titanium alloy
A heat treatment method and additive manufacturing technology, applied in the field of titanium alloys, can solve problems such as complex manufacturing process, large grain size, and complex forming
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0043] (1) Preparation of TC11 high-strength titanium alloy sample:
[0044] Use TC11 high-strength titanium alloy wire with a diameter of 1.2mm as raw material to prepare TC11 high-strength titanium alloy sample. Specifically, connect the positive electrode of a hot wire power supply at a distance of 30cm from the melting end of the TC11 high-strength titanium alloy wire, and connect the hot wire The negative pole of the power supply is connected to the workbench to provide auxiliary heating for the TC11 high-strength titanium alloy wire during the arc additive manufacturing process. The specific arc additive manufacturing parameters are as follows:
[0045] The peak current is 220A; the peak current time ratio is 15%; the base value current is 15% of the peak current; the frequency is 1.5Hz; the scan rate is 250mm / min; the wire feeding speed is 150cm / min; the layer height is 1.0mm; The hot wire current is 100A;
[0046] The size of the obtained sample is 175mm×50mm×80mm;
...
Embodiment 2
[0053] (1) Preparation of TC18 high-strength titanium alloy sample:
[0054] Prepare the TC18 high-strength titanium alloy sample according to the method of Example 1, the only difference is that the TC11 high-strength titanium alloy wire is replaced by the TC18 high-strength titanium alloy wire;
[0055] (2) Heat treatment:
[0056] The β phase transition point of TC18 high-strength titanium alloy is 880°C. The TC18 high-strength titanium alloy sample obtained in step (1) was heated to 900°C with the furnace at a heating rate of 10°C / min, kept for 30 minutes, and then heated at a temperature of 8°C / min. The cooling rate was cooled to 820°C with the furnace, kept for 1 hour, then air-cooled to room temperature, and then heated to 500°C with the furnace at a rate of 10°C / min and held for 6 hours, and then air-cooled to room temperature to obtain a reinforced TC18 high-strength titanium alloy.
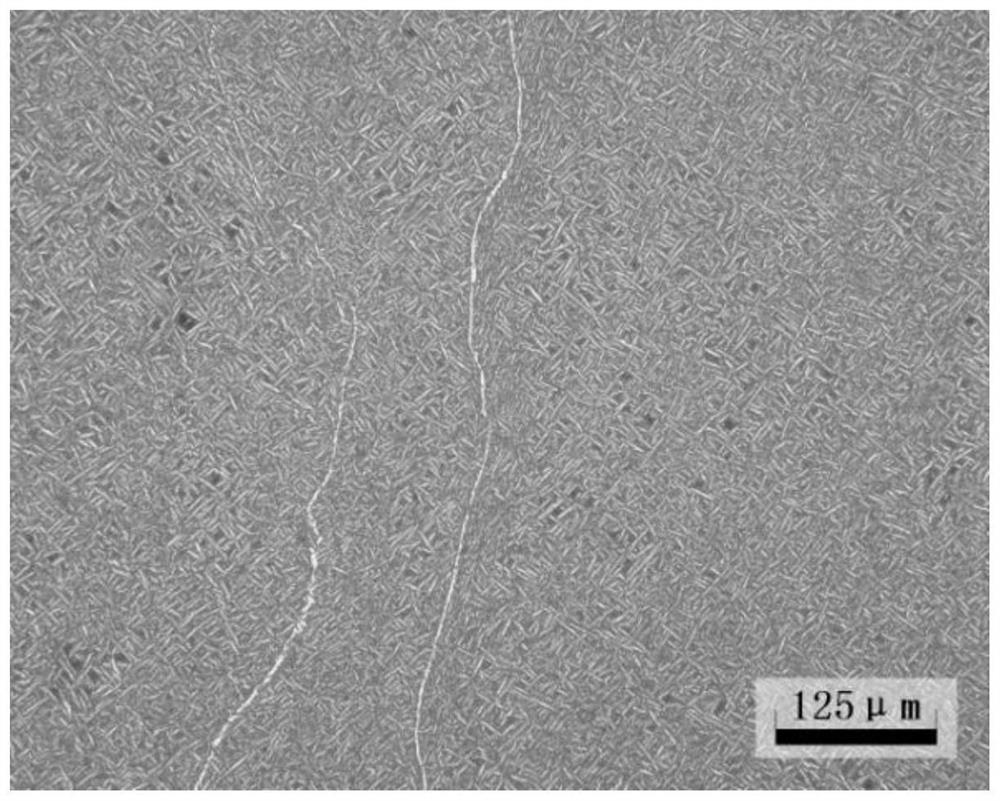
[0057] image 3 The microstructure figure of the TC18 high-strength titanium alloy...
PUM
| Property | Measurement | Unit |
|---|---|---|
| phase transition temperature | aaaaa | aaaaa |
| phase transition temperature | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More