

In situ self-generated nano al 2 o 3 Laser additive manufacturing method for reinforced aluminum matrix composites
A laser additive and manufacturing method technology, applied in the direction of additive processing, process efficiency improvement, energy efficiency improvement, etc., can solve the problems of coarse and harmful phases, difficult to control reaction process, poor interface bonding, etc., and achieve a favorable microstructure. The effect of refinement, combined effect improvement, and mechanical properties improvement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0043] The aluminum-based composite material of this embodiment is specifically prepared according to the following steps:
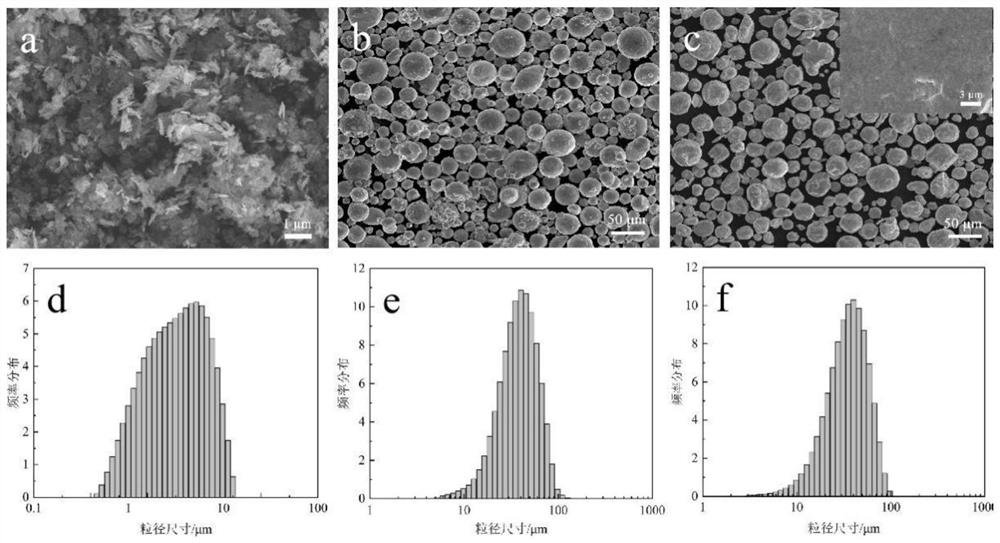
[0044] (1) 3g of ZnO ceramic powder and 97g of AlSi10Mg aluminum alloy powder were weighed and mixed to form a mixture. Among them, the ZnO powder is irregular in shape, with a particle size of 0.5-12 μm, and its SEM morphology and particle size distribution are shown in figure 1 a in and figure 1 In d; the AlSi10Mg aluminum alloy powder is spherical, with a particle size of 5-127 μm, and its SEM morphology and particle size distribution are shown in figure 1 b in and figure 1 e in
[0045] Then the mixture is placed in a ball mill for ball milling, and the ball milling medium used is Al 2 o 3 For ceramic balls, the mass ratio of ball milling medium to raw material is 15:1; the ball milling process is intermittent, every ball milling is 20 minutes, and the air cooling is suspended for 15 minutes. The total time of ball milling is 10 hours, and the b...
Embodiment 2
[0051] The aluminum-based composite material of this embodiment is specifically prepared according to the following steps:
[0052] (1) 3g of ZnO ceramic powder and 97g of AlSi10Mg aluminum alloy powder were weighed and mixed to form a mixture.
[0053] Then the mixture is placed in a ball mill for ball milling, and the ball milling medium used is Al 2 o 3 For ceramic balls, the mass ratio of ball milling medium to raw material is 15:1; the ball milling process is intermittent, every ball milling is 20 minutes, and the air cooling is suspended for 15 minutes. The total time of ball milling is 10 hours, and the ball milling speed is 300r / min.
[0054] (2) Using the composite powder prepared in step (1) as raw material, the laser selective melting process is used for additive manufacturing and forming. First, the composite powder is evenly spread on the forming substrate through the powder spreading device, and then the powder is processed by laser The layers are scanned, comp...
Embodiment 3
[0059] The aluminum-based composite material of this embodiment is specifically prepared according to the following steps:
[0060] (1) 3g of ZnO ceramic powder and 97g of AlSi10Mg aluminum alloy powder were weighed and mixed to form a mixture.
[0061] Then the mixture is placed in a ball mill for ball milling, and the ball milling medium used is Al 2 o 3 For ceramic balls, the mass ratio of ball milling medium to raw material is 15:1; the ball milling process is intermittent, every ball milling is 20 minutes, and the air cooling is suspended for 15 minutes. The total time of ball milling is 10 hours, and the ball milling speed is 300r / min.
[0062] (2) Using the composite powder prepared in step (1) as raw material, the laser selective melting process is used for additive manufacturing and forming. First, the composite powder is evenly spread on the forming substrate through the powder spreading device, and then the powder is processed by laser The layers are scanned, comp...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More