

Production method of continuous casting and rolling composite metal strip
A composite metal, continuous casting and rolling technology, applied in the direction of metal rolling, metal rolling, rolling mill control devices, etc., can solve the problems of insufficient bonding force between metal lithium and metal copper, waste of materials, thick thickness, etc., and achieve improved Plasticity, improvement of product quality, effect of preventing cracks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
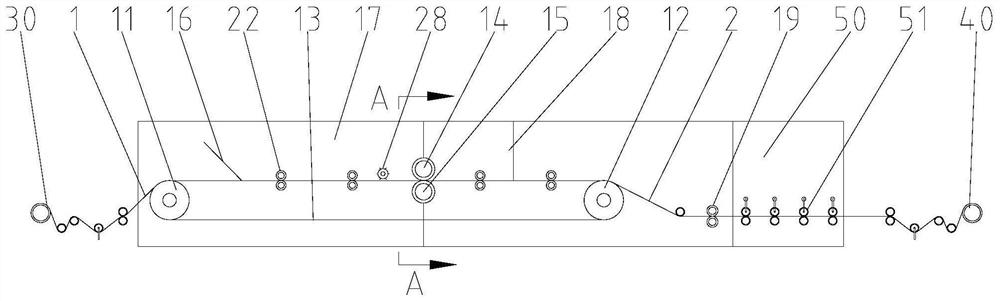
[0058] Such as figure 1 Shown is a schematic structural view of a continuous casting and rolling clad metal strip production line with the first structure applicable to the production method of continuous casting and rolling clad metal strip in Example 1 of the present invention. The continuous casting and rolling clad metal strip production line includes:
[0059] The transmission belt mechanism, the transmission belt mechanism includes a first transmission roller 11 and a second transmission roller 12 located at both ends, and a transmission belt 13 is set between the first transmission roller 11 and the second transmission roller 12;
[0060] The unwinding mechanism 30 is used to unwind the strip 1 that moves synchronously with the transmission belt 13;
[0061] Winding mechanism 40, used for winding the composite metal strip 2 obtained;
[0062] The transmission belt mechanism is provided with a control roller group for controlling the thickness of the metal material lay...
Embodiment 2
[0086] Such as Figure 11 Shown is a schematic structural view of a continuous casting and rolling clad metal strip production line with the first structure applicable to the production method of continuous casting and rolling clad metal strip of the present invention. The production line of the continuous casting and rolling composite metal strip of the present embodiment comprises:
[0087] The transmission belt mechanism, the transmission belt mechanism includes a first transmission roller 11 and a second transmission roller 12 located at both ends, and a transmission belt 13 is set between the first transmission roller 11 and the second transmission roller 12;
[0088] The unwinding mechanism 30 is used to unwind the strip 1 that moves synchronously with the transmission belt 13;
[0089] Winding mechanism 40, used for winding the composite metal strip 2 obtained;
[0090] The transmission belt mechanism is provided with a control roller group for controlling the thickness...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More