

T23 water-cooling wall field repair method based on surfacing technology
A repair method and water-cooled wall technology, applied in welding equipment, welding accessories, arc welding equipment, etc., can solve the problems of difficult tube replacement welding, difficult operation, slow progress, etc., to avoid micro-cracks in weld bead, avoid arc welding Pit cracks, maintenance time reduction effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
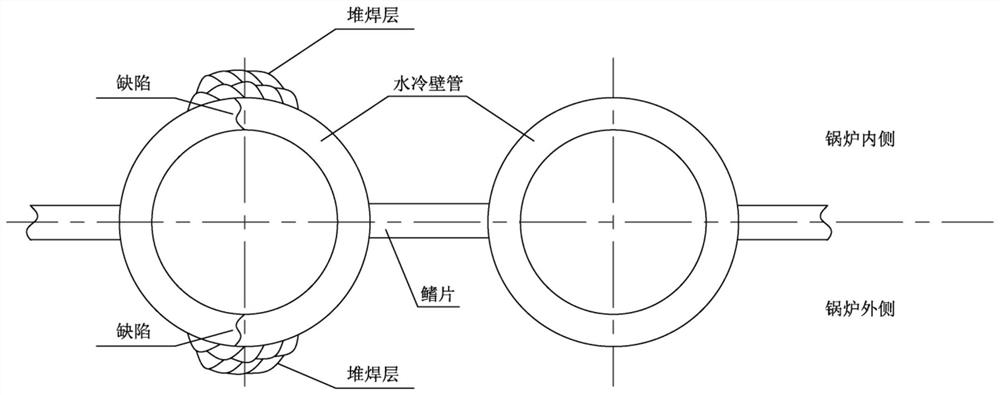
[0016] An on-site repair method for T23 water wall based on surfacing technology: using manual GTAW surfacing method to surfacing welding wire on the surface of the damaged pipe. There are 3 layers, so that the thickness of the surfacing layer is basically equal to the thickness of the water-cooled wall pipe. The operation schematic diagram is attached figure 1 As shown, the surfacing welding operation process is:
[0017] The tungsten electrode extension length is 5mm, the arc length control range is 2.5mm, the current is 120A, the welding speed is 70mm / min, the voltage is 15V, the shielding gas flow rate is 15L / min, the interlayer temperature is controlled within 150°C, the arc extinguishing time of manual welding is 5s, and the welding The heat input value is 5.6kJ / cm.
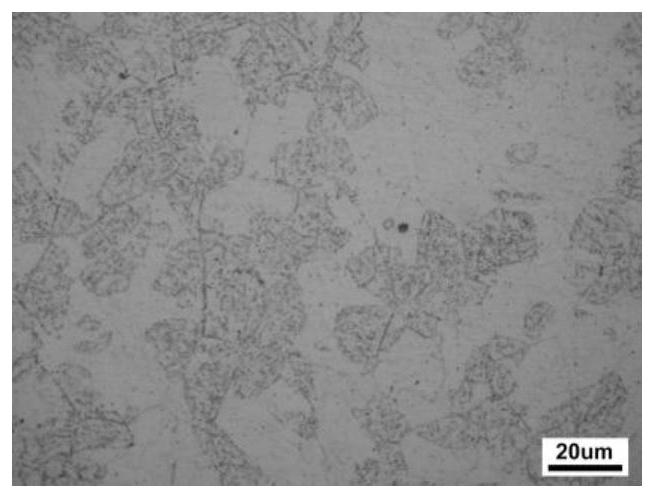
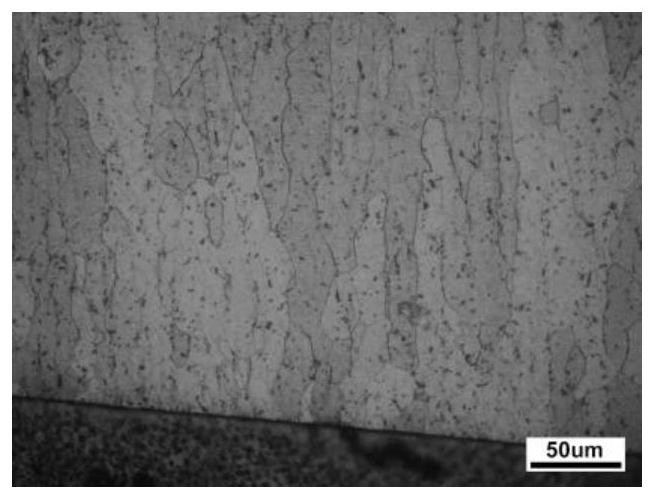
[0018] The effect after surfacing welding is as attached Figures 3 to 4 As shown, observe the structure of each area of the surfacing joint under a metallographic microscope, figure 2 Among them, the...
Embodiment 2
[0028] Increase the thickness of the surfacing layer until the surfacing layer is 5 layers, and the rest of the process operations are the same as in embodiment 1. After the surfacing is completed, according to the standard GB / T 31310-2014 "Metal Material Residual Stress Measurement Drilling Strain Method", the small hole release method (blind hole method) is used to measure the residual stress of the newly added nickel-based surfacing layer, as shown in the table 3 shows:
[0029] table 3
[0030] Overlay Residual stress, MPa layer 4 -268.0 layer 5 -271.0
[0031] It can be seen that when the thickness of the surfacing layer basically reaches the thickness of the water-cooled wall pipe (three-layer surfacing layer in this application), the contribution to the compressive stress of the water-cooled wall pipe is also very limited if the thickness of the surfacing layer is continued to increase. Therefore, the three-layer surfacing layer in this sch...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More